Langkah Proses Casting Die: Panduan Lengkap
Die casting ialah proses penuangan logam yang melibatkan pemaksaan logam cair di bawah tekanan tinggi ke dalam rongga acuan. Proses tersebut terdiri daripada empat peringkat utama: penyediaan acuan, suntikan logam, penyejukan dan pemejalan, dan pelepasan . Kitaran tuangan mati tekanan tinggi biasa selesai masuk 15 hingga 90 saat, bergantung pada kerumitan bahagian dan bahan.
Prosedur Die Casting Langkah demi Langkah
1. Penyediaan Acuan dan Pengapit
Proses tuangan die bermula dengan penyediaan acuan keluli (die). Kedua-dua bahagian dadu dibersihkan, dilincirkan dengan agen pelepas, dan diapit bersama dengan a daya pengapit yang tinggi antara 100 hingga 4,000 tan untuk menahan tekanan suntikan. Suhu acuan yang betul (biasanya 150°C–300°C untuk aluminium) dikekalkan untuk memastikan aliran logam yang optimum dan mengelakkan pemejalan pramatang.
2. Suntikan Logam Lebur
Logam cair—biasanya aluminium, zink, atau magnesium—dipindahkan ke ruang pukulan dan dipaksa masuk ke dalam rongga acuan di bawah tekanan tinggi antara 1,500 dan 25,000 psi (10–170 MPa) . Fasa suntikan biasanya mengambil masa 0.05 hingga 0.15 saat untuk komponen berdinding nipis. Pengisian pantas ini menghalang pembentukan oksida dan memastikan pengisian rongga yang lengkap.
3. Penyejukan dan Pemejalan
Sebaik sahaja disuntik, logam cair menyejuk dan memejal dengan cepat disebabkan oleh sistem die yang disejukkan dengan air. Masa penyejukan berbeza mengikut ketebalan bahan:
- Bahagian nipis (1–2 mm): 5–10 saat
- Bahagian sederhana (3–5 mm): 10–20 saat
- Bahagian tebal (>5 mm): 20–40 saat
4. Ejection dan Trimming
Selepas pemejalan, dadu terbuka dan pin ejektor menolak tuangan keluar. Bahan berlebihan (denyar, pelari dan pintu pagar) dialihkan melalui operasi pemangkasan. Sistem automatik moden boleh dicapai kitaran lontar sepantas 15 saat untuk komponen zink ringkas.
Analisis Masa Kitaran Die-Casting Tekanan Tinggi
Tuangan die tekanan tinggi (HPDC) dinilai kerana keupayaan pengeluarannya yang pantas. Jumlah masa kitaran ialah jumlah berbilang fasa:
| Fasa Proses | Bahagian Mudah | Bahagian Kompleks |
|---|---|---|
| Penutup Mati & Pengapit | 2–3 saat | 3–5 saat |
| Suntikan Logam | 0.05–0.1 saat | 0.1–0.3 saat |
| Penyejukan/Pemejalan | 10–15 saat | 30–60 saat |
| Die Opening & Ejection | 2–3 saat | 4–8 saat |
| Jumlah Masa Kitaran | 15–25 saat | 40–90 saat |
Tuangan die zink biasanya mencapai masa kitaran yang lebih cepat daripada aluminium disebabkan oleh takat lebur zink yang lebih rendah (419°C vs 660°C) dan kecairan yang lebih baik. Komponen zink selalunya melengkapkan kitaran masuk 15–30 saat berbanding dengan aluminium 30–90 saat .
Tuangan Mati lwn Tuangan Pasir: Perbandingan Proses
Memahami perbezaan antara tuangan die dan tuangan pasir membantu pengeluar memilih proses yang sesuai:
| Parameter | Tuangan Die Tekanan Tinggi | Tuangan Pasir |
|---|---|---|
| Kadar Pengeluaran | tinggi (beratus sejam) | rendah (berpuluh-puluh sejam) |
| Kemasan Permukaan | Cemerlang (Ra 0.8–3.2 μm) | Kasar (Ra 12.5–25 μm) |
| Ketepatan Dimensi | ±0.1 mm | ±0.5–1 mm |
| Ketebalan Dinding | Nipis (0.8–3 mm) | tebal (3–50 mm) |
| Kos Perkakas | tinggi ($20,000–$200,000) | rendah ($1,000–$10,000) |
| Julat Saiz Bahagian | Kecil hingga sederhana (sehingga 20 kg) | Kecil hingga sangat besar (sehingga beberapa tan) |
| Pilihan Bahan | Terhad (Al, Zn, Mg, Cu aloi) | Hampir tidak terhad (semua logam boleh tuang) |
Garis panduan pemilihan: Pilih tuangan die untuk pengeluaran volum tinggi (>10,000 unit/tahun) yang memerlukan toleransi yang ketat dan kemasan permukaan yang sangat baik. Pilih tuangan pasir untuk pengeluaran volum rendah, komponen besar, atau apabila bekerja dengan logam ferus seperti besi tuang.
Tuangan Die Zink: Kelebihan dan Aplikasi
Tuangan die zink menawarkan kelebihan unik yang menjadikannya sesuai untuk aplikasi tertentu:
Sifat Bahan Utama
- Takat lebur rendah (419°C): Mengurangkan penggunaan tenaga dan memanjangkan hayat cetakan (sehingga 1,000,000 syot vs 100,000 untuk aluminium)
- Kecairan unggul: Membolehkan tuangan dinding senipis 0.3 mm dengan butiran yang rumit
- Kekuatan impak tinggi: Aloi zink tahan Tenaga hentaman 50–60 J , mengatasi prestasi aluminium dan magnesium
- Kebolehmesinan yang sangat baik: Pemprosesan pasca tuangan yang lebih mudah berbanding logam tuangan mati yang lain
Aplikasi Biasa
Tuangan die zink mendominasi dalam:
- Komponen dalaman automotif (pemegang pintu, lambang, trim hiasan)
- Perumah dan penyambung peranti elektronik
- Lekapan paip dan perkakasan
- Mainan dan barangan pengguna yang memerlukan perincian tinggi
Die Casting dalam Industri Automotif
Sektor automotif mewakili pasaran terbesar untuk tuangan die, memakan kira-kira 50–60% daripada semua tuangan die aluminium secara global. Trend industri terkini menunjukkan pertumbuhan yang ketara dalam aplikasi komponen struktur.
Aplikasi Automotif Utama
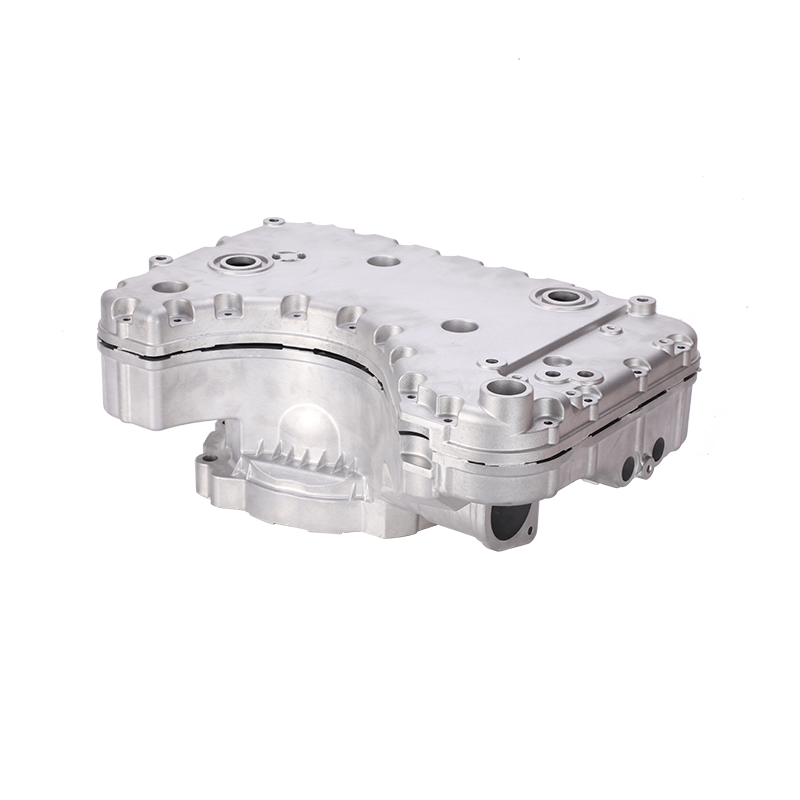
- Perumahan penghantaran: Geometri kompleks yang memerlukan pengedap ketat tekanan
- Blok enjin dan kepala silinder: Keperluan kekonduksian haba yang tinggi
- Komponen struktur badan: Bahagian bawah badan belakang Model Y Tesla menggunakan a Mesin pemutus 6,000 tan menghasilkan sekeping tunggal menggantikan 70 komponen bercop
- Bahagian stereng dan penggantungan: Keperluan nisbah kekuatan kepada berat yang tinggi
Trend Industri
Peralihan ke arah kenderaan elektrik (EV) telah meningkatkan permintaan casting untuk:
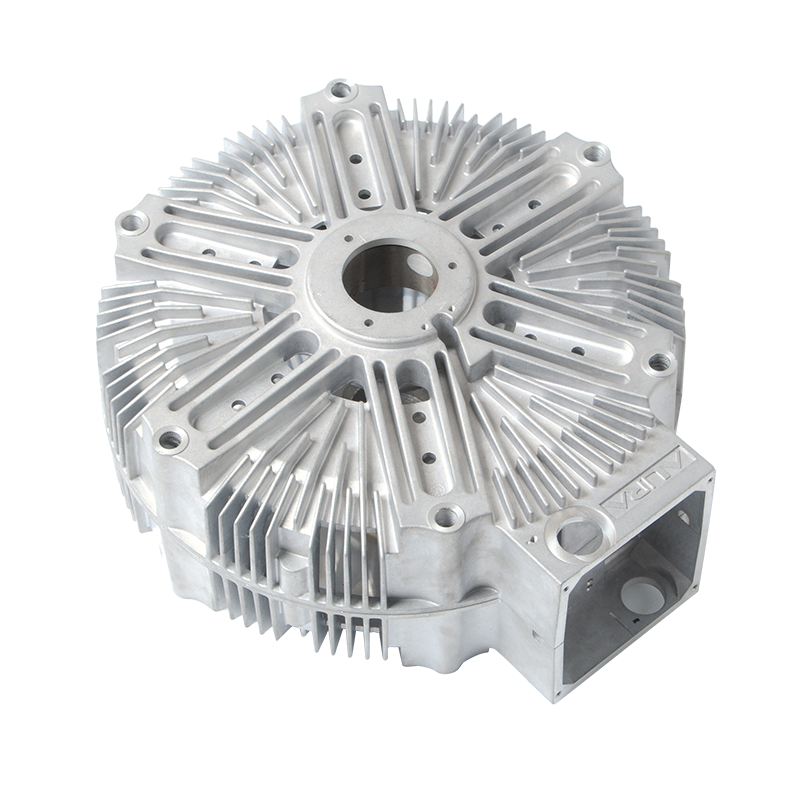
- Perumah dan dulang bateri: Struktur berdinding nipis besar yang memerlukan perisai elektromagnet
- Perumahan motor: Penyepaduan saluran penyejukan ketepatan
- Teknologi pemutus mega: Tuangan satu keping mengurangkan masa pemasangan dengan 30–40% dan berat mengikut 10–20%
Memilih Pengeluar Die Casting: Kriteria Utama
Apabila mendapatkan perkhidmatan tuangan cetakan, nilai pengeluar berdasarkan faktor kritikal ini:
Keupayaan Teknikal
- Julat tan mesin: Pastikan keupayaan sepadan dengan saiz bahagian anda (julat biasa: 180–4,000 tan)
- Kepakaran bahan: Sahkan pengalaman dengan aloi khusus anda (Al-Si-Cu, aloi zink Zamak, magnesium AZ91D)
- Pensijilan kualiti: ISO 9001, IATF 16949 untuk automotif, AS9100 untuk aeroangkasa
- Reka bentuk perkakas dalaman: Mengurangkan masa pendahuluan dengan 20–30% berbanding dengan pembuatan acuan luar
Metrik Pengeluaran untuk Disahkan
| Metrik | Piawaian Industri | Sasaran Berprestasi Tinggi |
|---|---|---|
| Hasil Pas Pertama | 85–90% | >95% |
| Kadar Kecacatan Keliangan | <2% | <0.5% |
| CPK Dimensi | >1.33 | >1.67 |
| Masa Utama Perkakas | 12–16 minggu | 8–10 minggu |
Soalan Lazim Mengenai Swab Bersih dalam Operasi Tuangan Die
Mengapa Swab Bersih Penting dalam Tuangan Die?
Sapuan bersih memainkan peranan penting dalam mengekalkan kualiti tuangan die dan mencegah kecacatan. Mereka digunakan untuk:
- Pembersihan permukaan mati: Mengeluarkan sisa agen pelepas, pengumpulan aluminium oksida dan sisa pelincir antara kitaran
- Penyelenggaraan ruang tembakan: Membersihkan hujung pelocok dan lengan untuk mengelakkan pematerian (aluminium melekat pada permukaan keluli)
- Pembersihan sistem pengudaraan: Mengeluarkan sekatan yang menyebabkan kecacatan keliangan gas
Jenis Swab Disyorkan untuk Die Casting
- Sapuan tahan suhu tinggi: Mampu menahan suhu permukaan die sehingga 350°C tanpa degradasi serat
- Swab industri bebas lin: Sapuan poliester atau buih yang tidak meninggalkan residu serat yang boleh menyebabkan kemasukan
- Sapuan yang boleh dikesan logam: Untuk aplikasi keselamatan gred makanan atau kritikal di mana pencemaran objek asing mesti dihapuskan
Amalan Terbaik untuk Penggunaan Swab
Laksanakan prosedur ini untuk memaksimumkan keberkesanan:
- Gunakan swab khusus untuk kawasan die yang berbeza (rongga vs. ruang pukulan) untuk mengelakkan pencemaran silang
- Gantikan sapuan setiap 4–6 jam operasi berterusan atau apabila pencemaran yang kelihatan kelihatan
- Sapukan pelarut pembersih yang serasi (isopropil alkohol untuk pembersihan ringan, penanggal keluar mati khusus untuk pembentukan berat)
- Dokumen kekerapan pembersihan dalam log kawalan proses untuk kebolehkesanan kualiti
Kesan terhadap Kecekapan Pengeluaran
Penyelenggaraan swab yang betul secara langsung mempengaruhi metrik operasi:
- Kadar sekerap yang dikurangkan: Hasil die bersih 15–25% bahagian kecacatan permukaan lebih sedikit
- Dilanjutkan hayat mati: Pembersihan tetap menghalang kakisan dan hakisan, memanjangkan hayat cetakan 20–30%
- Masa henti penyelenggaraan yang lebih pendek: Pembersihan pencegahan mengurangkan persinggahan yang tidak dirancang 40% berbanding dengan protokol pembersihan reaktif