Dapatkan sebut harga
Pemutus bahagian auto ialah kaedah pembuatan yang dominan untuk komponen logam kelantangan tinggi dan ketepatan dalam industri automotif - dan untuk alasan yang baik. Ia memberikan toleransi yang ketat, geometri kompleks, dan kemasan permukaan yang sangat baik pada kos setiap bahagian yang tidak dapat dipadankan oleh proses lain pada skala. Sama ada anda mendapatkan kurungan, perumah atau penutup bateri EV berstruktur, memahami tuangan cetakan akan membantu anda membuat keputusan yang lebih pantas dan lebih bijak.
Panduan ini merangkumi segala-galanya daripada asas proses tuangan mati kepada pemilihan bahan, aplikasi kenderaan elektrik, pilihan kemasan dan Soalan Lazim yang praktikal — supaya anda boleh menentukan sama ada tuangan cetakan adalah sesuai untuk projek anda.

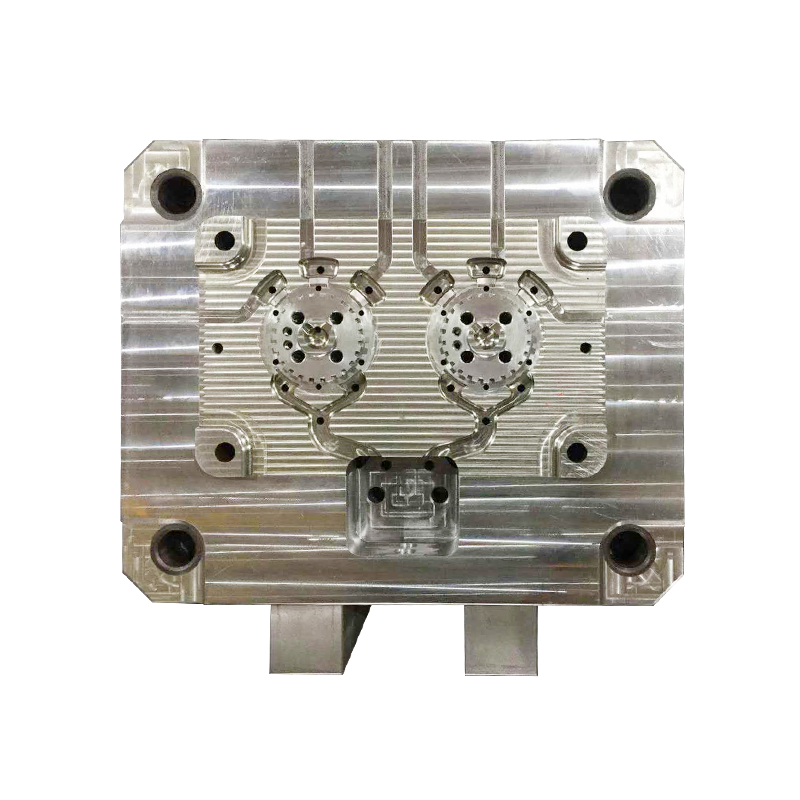
Tuangan die ialah proses tuangan logam di mana logam cair disuntik di bawah tekanan tinggi ke dalam acuan keluli boleh guna semula, dipanggil die. Logam memejal dengan cepat dan bahagian siap dikeluarkan — selalunya dalam masa kurang dari 60 saat setiap kitaran. Untuk aplikasi automotif, ini diterjemahkan kepada berjuta-juta bahagian bentuk hampir bersih dengan ketepatan dimensi yang konsisten.
Sektor automotif menyumbang lebih 75% daripada semua pengeluaran die casting di seluruh dunia , menurut Persatuan Die Casting Amerika Utara (NADCA). Alat ganti kereta biasa yang dihasilkan melalui tuangan mati termasuk blok enjin, perumah transmisi, buku jari stereng, badan pam, pemegang pintu dan komponen struktur yang semakin besar untuk kenderaan elektrik.

Memahami proses membantu anda menjangka masa utama, keperluan reka bentuk dan pemacu kos.
Terdapat beberapa varian tuangan die, setiap satu sesuai untuk aloi, saiz bahagian dan keperluan kualiti yang berbeza.
| taip | Bagaimana Ia Berfungsi | Aloi Terbaik | Kelebihan Utama |
|---|---|---|---|
| Ruang Panas | Mekanisme suntikan direndam dalam logam cair | Zink, Magnesium | Masa kitaran cepat, keliangan rendah |
| Bilik Sejuk | Logam dimasukkan ke dalam lengan pukulan secara berasingan | Aluminium, Tembaga | Mengendalikan aloi lebur tinggi |
| Tuangan Die Vakum | Udara dialihkan dari acuan sebelum suntikan | aluminium | Keliangan hampir sifar, bahagian boleh dikimpal |
| Separuh Pepejal (Thixocasting) | Logam yang disuntik dalam keadaan separa pepejal | aluminium, Magnesium | Sifat mekanikal yang sangat baik |
| Picit Casting | Tekanan tinggi digunakan semasa pemejalan | aluminium | Keutuhan struktur, boleh dirawat haba |
Untuk kebanyakan aplikasi automotif volum tinggi, tuangan aluminium ruang sejuk adalah pilihan lalai. Tuangan die vakum semakin dinyatakan untuk bahagian EV berstruktur yang memerlukan kebolehkimpalan.

Penguasaan die casting dalam pembuatan automotif bukan secara kebetulan. Ia menawarkan gabungan atribut prestasi yang proses bersaing tidak dapat ditiru pada skala.

Tiada proses pembuatan tanpa pertukaran. Memahami had tuangan die membantu anda mengelakkan kejutan yang mahal.

Komponen automotif die cast berfungsi sebagai struktur, haba, mekanikal dan peranan estetik. Proses ini dipilih dengan tepat kerana ia secara serentak boleh memenuhi pelbagai keperluan fungsi dalam satu bahagian.
Buku jari stereng, kurungan subframe dan komponen penggantungan membawa beban dinamik dan mesti memenuhi keperluan hayat keletihan melebihi 10 juta kitaran . Tuangan die aluminium dengan kekuatan tegangan 280–320 MPa memenuhi permintaan ini sambil mengurangkan jisim sebanyak 40–50% berbanding keluli yang setara.
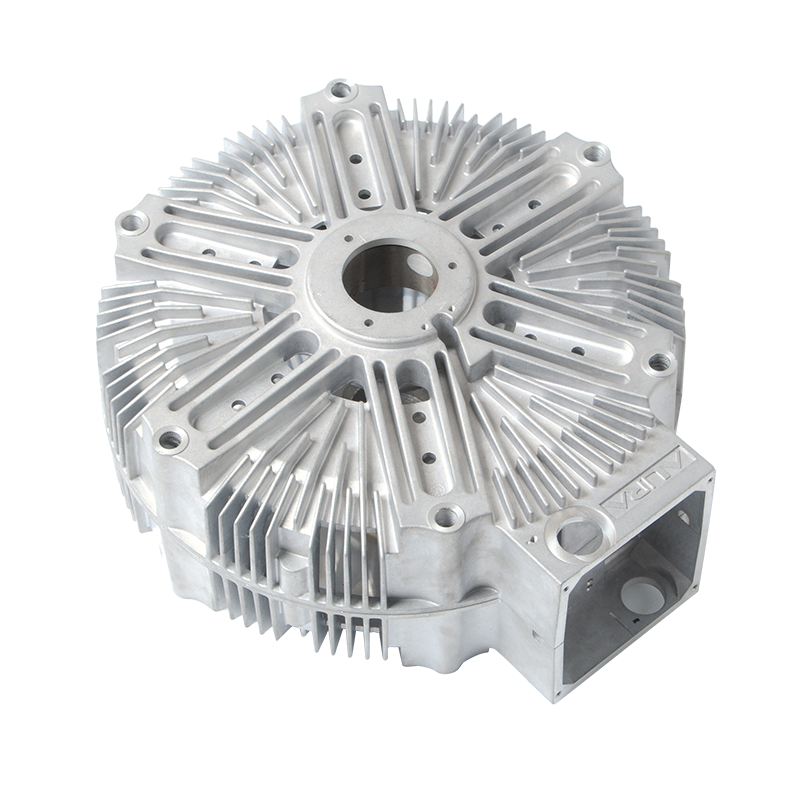
Blok enjin, kepala silinder dan perumah bateri EV yang semakin banyak menggunakan keupayaan tuangan mati untuk menyepadukan saluran penyejukan kompleks terus ke dalam geometri bahagian — menghapuskan pemasangan brazed dan mengurangkan rintangan haba.
Kes penghantaran, perumah pembezaan, dan badan pam membentuk kepungan tertutup untuk cecair di bawah tekanan. Tuangan die memberikan ketekalan dimensi yang diperlukan untuk pengedap gasket yang boleh dipercayai tanpa pemasangan tangan.
Dalam kenderaan moden, penutup aluminium dan zink die-cast menempatkan ECU, penderia dan penyambung, menyediakan perisai EMI, laluan pembumian dan perlindungan daripada getaran dan kemasukan.
Pemilihan bahan adalah salah satu keputusan yang paling penting dalam tuangan bahagian auto. Setiap keluarga aloi menawarkan gabungan sifat, kos dan kebolehprosesan yang berbeza.
| Aloi | Ketumpatan (g/cm³) | Kekuatan Tegangan (MPa) | Aplikasi Auto biasa |
|---|---|---|---|
| aluminium A380 | 2.71 | 310 | Blok enjin, perumah, kurungan |
| aluminium ADC12 | 2.74 | 320 | Kes penghantaran, dulang bateri EV |
| Magnesium AZ91D | 1.81 | 230 | Panel instrumen, stereng |
| Zink Zamak 3 | 6.60 | 283 | Pemegang pintu, komponen kunci, penyambung |
| Tembaga C83600 | 8.50 | 255 | Terminal elektrik, galas |
Aloi aluminium mendominasi tuangan die automotif , mewakili kira-kira 80% daripada semua tuangan automotif mengikut berat. Aliran ke arah pemberat ringan kenderaan sedang mempercepatkan peralihan daripada zink dan besi tuang kepada aluminium — terutamanya dalam rangkaian kuasa dan aplikasi struktur.

Kenderaan elektrik membentuk semula permintaan casting dengan cara yang mendalam. Penyingkiran enjin pembakaran dalaman mengalih keluar beberapa aplikasi tuangan tradisional (kepala silinder, blok enjin) sambil mencipta peluang yang jauh lebih besar dalam seni bina khusus EV.
Pengilang EV kebanyakannya menggunakan aloi aluminium kemuluran tinggi yang boleh menahan beban ranap tanpa patah — keperluan yang didorong oleh peraturan perlindungan bateri. Aloi seperti Silafont-36 (AlSi10MnMg), Aural-2, dan komposisi proprietari dioptimumkan untuk:

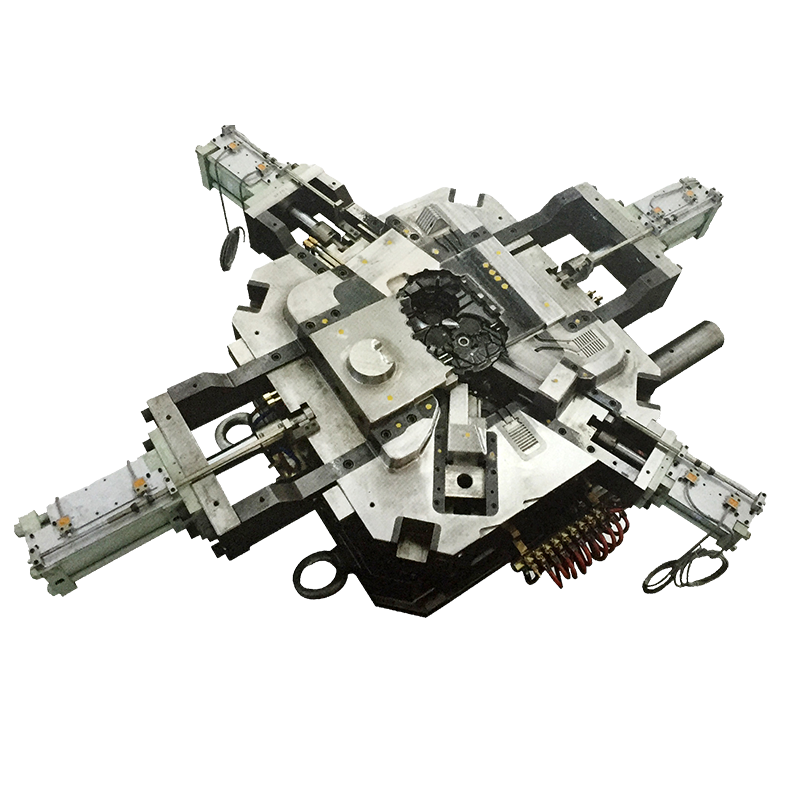
Trend pemutus EV yang paling transformatif ialah giga-casting — menggunakan mesin dengan daya pengapit 6,000 hingga 16,000 tan untuk menghasilkan tuangan struktur satu keping besar yang menggantikan ratusan bahagian yang dicop dan dikimpal. Bahagian bawah badan belakang Model Y Tesla, sebagai contoh, menyatukan kira-kira 70 bahagian individu ke dalam satu komponen die-cast , mengurangkan masa pemasangan sebanyak 30% dan berat sebanyak 10%.
Aplikasi tuangan EV utama termasuk:
Pasaran tuangan mati EV global bernilai lebih kurang $5.8 bilion pada 2023 dan diunjurkan melebihi $18 bilion menjelang 2032, dipacu oleh kadar penggunaan EV dan percambahan teknologi tuangan giga merentas OEM termasuk Volvo, Toyota dan Rivian.

Tuangan mati digunakan pada hampir setiap sistem kenderaan. Berikut adalah bidang aplikasi yang paling penting:
Blok enjin, kepala silinder, kuali minyak, penutup pemasaan dan bekas penghantaran secara historis menjadi tulang belakang tuangan cetakan automotif. Enjin V6 biasa mungkin mengandungi 15–20 komponen die-cast , setiap satunya memerlukan coring dalaman yang kompleks dan toleransi lubang ketat.
Buku jari stereng, kurungan lengan kawalan, dan nod subframe semakin banyak die-cast dalam aluminium, menggantikan keluli tempa untuk mengurangkan jisim yang tidak terputus. Jisim unsprung yang dikurangkan walaupun 1 kg setiap sudut boleh diukur meningkatkan kekerapan tunggangan dan tindak balas pengendalian.
Pemegang pintu, pendakap cermin, pelaras tempat duduk, dan komponen kemasan hiasan lazimnya adalah tuangan zink, memanfaatkan keupayaan zink untuk menahan toleransi yang ketat pada bahagian dinding nipis serendah 0.4 mm .
Perumah pemampat, badan pam, perumah termostat, dan badan injap untuk HVAC dan sistem penyejukan lazimnya adalah tuangan aluminium, dipilih untuk keketatan tekanan dan keserasiannya dengan bahan kimia penyejuk.
Perumah ECU, kurungan penderia radar dan badan penyambung adalah antara aplikasi tuangan mati yang paling pesat berkembang dalam kenderaan moden, didorong oleh percambahan ADAS dan elektronik kenderaan bersambung.

Kebanyakan bahagian automotif die-cast memerlukan satu atau lebih operasi kemasan untuk memenuhi keperluan fungsian atau estetik. Memilih proses penamat yang betul adalah sama pentingnya dengan parameter tuangan itu sendiri.
Pemilihan pembekal ialah keputusan strategik yang mempengaruhi kos, kualiti dan daya tahan rantaian bekalan sepanjang hayat program. Jangan pilih hanya pada harga sekeping — kualiti alatan, kawalan proses, dan keupayaan kejuruteraan aplikasi adalah sama penting.
Nilai julat tan mesin pembekal, keupayaan reka bentuk cetakan (dalam rumah vs. penyumberan luar), dan sistem kawalan proses. Untuk bahagian struktur EV, sahkan ia mempunyai keupayaan tuangan mati vakum atau picit dan pengalaman dengan aloi kemuluran tinggi.
Sekurang-kurangnya, pembekal casting automotif harus memegang IATF 16949 pensijilan dan mengendalikan proses APQP/PPAP. Minta data Cpk (sasaran ≥1.67 untuk dimensi kritikal) dan metrik kadar kecacatan (sasaran ≤50 ppm untuk automotif Tahap 1).
Pembekal terbaik terlibat pada awal fasa reka bentuk untuk mengoptimumkan geometri bahagian untuk kebolehtuangan, mengurangkan kerumitan alat dan masa kitaran. Cari kajian kes DFM yang ditunjukkan yang menunjukkan penyatuan sebahagian atau hasil peningkatan hasil.
Pembekal dengan keupayaan pemesinan, kemasan dan subpemasangan dalaman mengurangkan kiraan peringkat dan kerumitan logistik anda. Untuk program global, sahkan bahawa pembekal mempunyai keupayaan berbilang tapak atau sumber sandaran yang layak.
Die casting adalah pilihan yang sangat baik apabila beberapa keadaan sejajar. Gunakan rangka kerja berikut untuk menilai kesesuaian:
| Faktor | Die Casting Diutamakan | Pertimbangkan Alternatif |
|---|---|---|
| Jumlah tahunan | >5,000 bahagian/tahun | <5,000 (cetakan pasir, cetakan 3D) |
| bahan | Al, Zn, Mg, Cu | Keluli, titanium, inconel |
| Kerumitan geometri | Kompleks, pelbagai ciri, dinding nipis | Bentuk prismatik mudah (pemesinan) |
| Kritikan struktur | Sederhana hingga tinggi (dengan vakum) | Kelas keselamatan tertinggi (penempaan) |
| Keperluan kemasan permukaan | Ra 1–3 µm sebagai tuang boleh diterima | Kemasan cermin diperlukan (pemesinan) |
| Masa untuk memasarkan | 8–16 minggu masa memimpin perkakas boleh diterima | Minggu diperlukan (pencetakan 3D, pemesinan) |
Jika bahagian anda adalah aluminium atau zink, dihasilkan pada lebih daripada 10,000 unit setahun, dan mempunyai saluran dalaman atau geometri luaran yang kompleks, tuangan cetakan hampir pasti akan menjadi pilihan yang paling kos efektif. Untuk volum rendah, aplikasi kritikal keselamatan yang memerlukan struktur mikro palsu atau aloi eksotik, pertimbangkan alternatif.

Tuangan die zink boleh mencapai dinding senipis 0.4–0.6 mm ; aluminium biasanya mempunyai minimum praktikal 1.0–1.5 mm untuk bahagian struktur automotif. Dinding yang terlalu nipis boleh mengakibatkan penutupan sejuk dan isian tidak lengkap.
Keluli alat H13 yang diselenggara dengan baik biasanya menghasilkan 100,000–500,000 tangkapan untuk tuangan aluminium dan sehingga 1,000,000 tangkapan untuk zink. Kehidupan mati sangat bergantung pada bahagian geometri, suhu aloi, dan reka bentuk litar penyejukan.
Bahagian tuang mati tekanan tinggi (HPDC) standard mengandungi gas terperangkap dan secara amnya tidak boleh dikimpal . Tuang die vakum atau bahagian tuangan picit menggunakan aloi kemuluran tinggi (cth., Silafont-36) boleh dikimpal MIG/TIG dan digunakan dalam aplikasi badan EV struktur.
Tuangan Giga merujuk kepada penggunaan mesin tuangan mati yang sangat besar (6,000–16,000 tan daya pengapit) untuk menghasilkan tuangan badan struktur satu keping. Tesla mempelopori teknik itu dengan bahagian bawah bodi belakang Model Y, dan pesaing termasuk Volvo, Toyota, BYD, Geely dan Rivian sedang giat melaksanakan proses serupa.
X-ray industri (pengimbasan CT 2D dan 3D) ialah kaedah pemeriksaan utama untuk keliangan dalaman dalam tuangan kritikal keselamatan. ASTM E505 dan ASTM E155 menyediakan piawaian radiograf rujukan untuk tahap keliangan yang boleh diterima dalam tuangan die aluminium dan magnesium.
Untuk tuangan cetakan automotif aluminium biasa, harapkan 16–24 minggu daripada pembekuan reka bentuk kepada bahagian pertama yang diluluskan PPAP: 8–12 minggu untuk fabrikasi cetakan, 2–4 minggu untuk tangkapan percubaan dan pengoptimuman proses, dan 4–8 minggu untuk dokumentasi dan kelulusan PPAP.
Kekasaran permukaan as-cast untuk tuangan die aluminium biasanya Ra 1.6–3.2 µm pada permukaan rata dan Ra 3.2–6.3 µm di kawasan yang mempunyai geometri kompleks atau lokasi pengudaraan berhampiran. Permukaan cetakan yang digilap boleh mencapai Ra 0.8 µm pada muka kosmetik.
Adakah anda sudah bersedia Bekerjasama Dengan Jieda?
* E -mel anda selamat dengan kami, kami tidak spam.
Produk
Maklumat hubungan
nbjd011@126.com
+86-574-86115705
No. 58 Mold Road, Zon Perindustrian Teknologi Daqi, Daerah Beilun, Ningbo