Dapatkan sebut harga
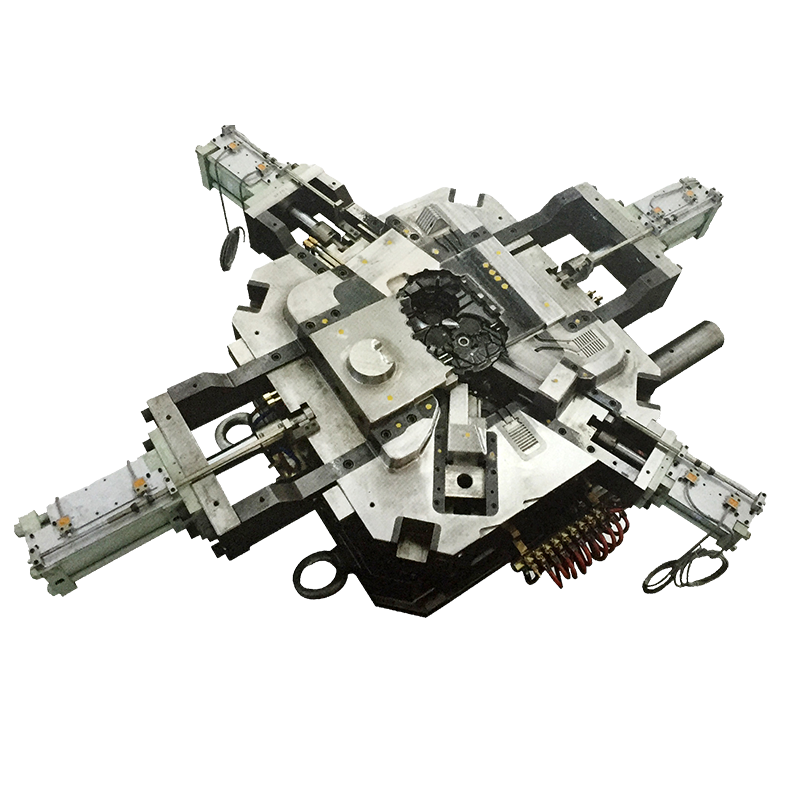
Pemutus bahagian auto mewakili aplikasi teras teknologi tuangan tekanan tinggi aloi aluminium dalam pembuatan automotif. Melalui acuan ketepatan, aluminium cair diisi dengan cepat dan dibentuk di bawah tekanan tinggi untuk menghasilkan komponen perumahan dan struktur yang kompleks, tepat dari segi dimensi dan permukaan licin dalam satu operasi. Berbanding dengan pemasangan dikimpal keluli tradisional, tuangan die aluminium mencapai pengurangan berat sebanyak 40% hingga 60%, menjadikan diri mereka sebagai proses pembuatan yang dominan untuk komponen kritikal termasuk blok enjin, perumah kotak gear, sink haba lampu jalan LED, perumah motor kereta tenaga baharu dan badan injap. Sebagai pengeluar tuangan mati yang diperakui IATF16949, Ningbo Jieda Molding & Machine Co., Ltd mengendalikan satu siri mesin tuangan mati automatik Lijin antara 1600T hingga 200T bersama lebih 80 set peralatan pemesinan CNC ketepatan, melaksanakan pengurusan gelung tertutup daripada reka bentuk acuan hingga penghantaran produk siap.
Teknologi tuangan die aluminium mendominasi industri automotif kerana kelebihan bersepadunya merentas prestasi bahan, kecekapan pembentukan dan kawalan kos. Ketumpatan aloi aluminium hanya pada 2.7g/cm³, kurang daripada satu pertiga daripada keluli, membolehkan pemberat ringan yang ketara dalam bahagian struktur berdinding nipis seperti perumah kotak gear dan penutup hujung motor. Tuangan tekanan tinggi mencapai halaju pengisian 30 hingga 60m/s, dengan kitaran pengeluaran satu keping biasanya antara 30 hingga 90 saat, menjadikannya ideal untuk pembuatan automatik volum tinggi. Tuangan die memberikan ketepatan dimensi CT6 hingga CT8 dan kekasaran permukaan Ra3.2 hingga 6.3, memerlukan elaun pemesinan minimum dan menghasilkan kadar penggunaan bahan yang tinggi.
| Faktor Perbandingan | Aluminium Die Casting | Tuangan Pasir Tradisional | Pengecapan & Kimpalan Keluli |
| Berat Bahagian Tunggal | Dikurangkan sebanyak 40% hingga 60% | serupa | Garis dasar |
| Ketebalan Dinding Minimum | Boleh dicapai pada 2.0mm | Biasanya melebihi 4mm | Terhad oleh kekangan setem |
| Ketepatan Dimensi | CT6 hingga CT8 | CT10 hingga CT12 | Bergantung kepada kawalan ubah bentuk kimpalan |
| Masa Kitaran Pengeluaran | 30 hingga 90 saat setiap bahagian | Beberapa jam setiap acuan | Pengumpulan pelbagai proses |
| Kekasaran Permukaan | Ra3.2 hingga 6.3 | Ra12.5 hingga 25 | Ra6.3 hingga 12.5 |
Data dalam jadual menunjukkan bahawa tuangan die aluminium mempunyai kelebihan yang tidak boleh ditukar ganti dalam dinding nipis, berketepatan tinggi dan pembentukan pantas. Mengambil perumah motor kereta tenaga baharu sebagai contoh, tuangan cetakan aluminium membolehkan kawalan ketebalan dinding dalam lingkungan 2.5mm, mengurangkan berat keseluruhan sebanyak kira-kira 45% berbanding dengan larutan besi tuang. Proses tuangan die bersepadu menghapuskan risiko pengedap yang berkaitan dengan kimpalan, manakala saluran air penyejuk boleh terus dibentuk dalam acuan, meningkatkan kecekapan pelesapan haba motor.
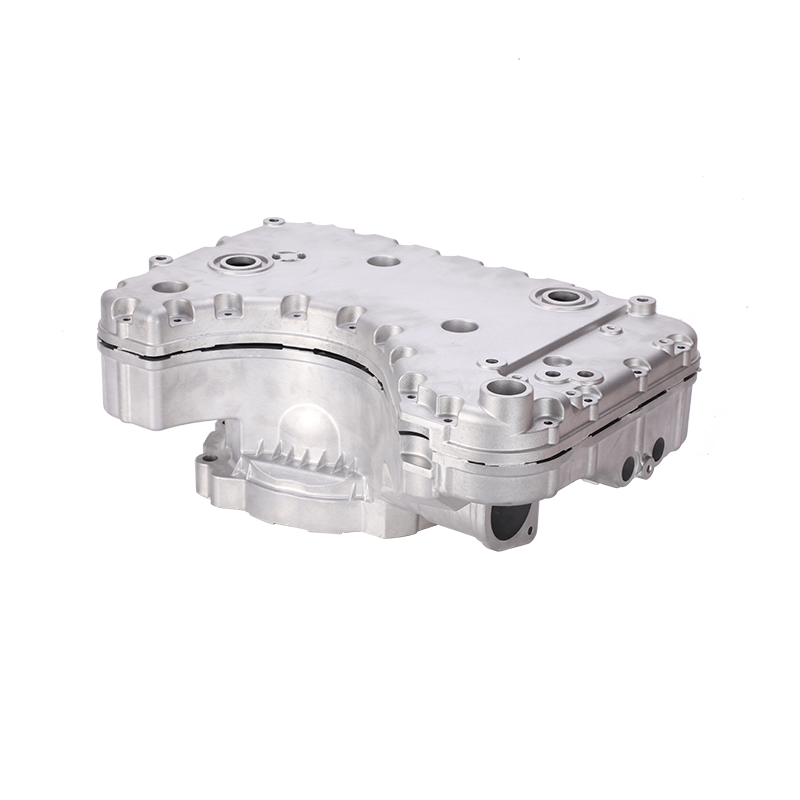
Aplikasi tuangan bahagian auto kini meliputi empat sektor utama: sistem penjana kuasa, sistem penghantaran, sistem casis dan struktur badan. Dalam sistem enjin, omboh tuangan aluminium, penutup kepala silinder, dan manifold masukan berkesan mengurangkan jisim salingan dan meningkatkan penjimatan bahan api. Dalam aplikasi penghantaran, perumah kotak gear yang dibina daripada aluminium tuang bukan sahaja mengurangkan berat pemasangan tetapi juga memanfaatkan kekonduksian terma yang unggul untuk memudahkan penyejukan minyak gear dan memanjangkan selang penggantian pelincir.
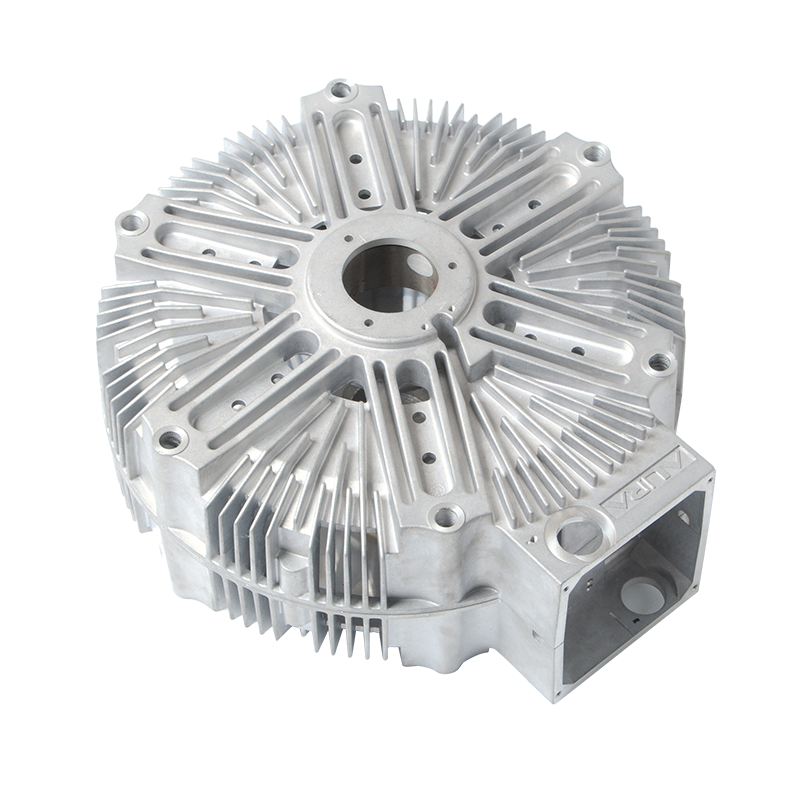
Perkembangan pesat kenderaan tenaga baharu telah membuka peluang pertumbuhan baharu untuk teknologi tuangan die. Perumah motor, plat hujung pek bateri dan penutup pengawal kebanyakannya menggunakan penyelesaian tuangan aluminium. Perumah motor, sebagai contoh, memerlukan saluran air penyejuk bersepadu dan bahu pelekap secara dalaman, menampilkan struktur kompleks dengan permintaan pengedap yang tinggi. Tuangan mati membolehkan satu pukulan membentuk profil saluran air, mengurangkan operasi pemesinan dan risiko kebocoran. Tambahan pula, aplikasi merentas industri seperti sink haba lampu jalan LED dan badan injap pneumatik menggunakan kepakaran tuangan die automotif matang, menggunakan pekali kekonduksian terma tinggi aluminium untuk pelesapan haba yang cekap.
| Sistem Aplikasi | Bahagian Die Cast Biasa | Gred Bahan | Keperluan Prestasi Teras |
| Sistem Enjin | Omboh, Penutup Kepala Silinder, Kuali Minyak | A380, ADC12 | Kekuatan Suhu Tinggi, Rintangan Haus |
| Sistem Penghantaran | Perumahan Kotak Gear, Perumahan Klac | A380, AlSi10MnMg | Ketegaran, Pengedap, Kekonduksian Terma |
| Powertrain Tenaga Baharu | Perumahan Motor, Plat Hujung Bateri | AlSi10MnMg, A365 | Kekonduksian Terma, Perisai EMI, Kedap Udara |
| Sistem Casis | Buku jari Steering, Kurungan Lengan Kawalan | A356, AlSi7Mg | Kekuatan Keletihan, Ketangguhan Impak |
| Struktur Badan | Sendi Tiang A, Menara Kejutan | AlSi10MnMg | Penyerapan Tenaga Ranap, Kebolehpercayaan Sambungan |
Terutamanya, penemuan dalam teknologi tuangan mati bersepadu telah membolehkan pemasangan lantai belakang Tesla Model Y dan komponen struktur ultra-besar serupa dibentuk dalam satu operasi tuangan. Pendekatan ini menggabungkan lebih 70 bahagian yang dicop dan dikimpal ke dalam satu tuangan die, yang memudahkan rantaian bekalan dan proses pemasangan dengan ketara. Trend ini menunjukkan bahawa teknologi tuangan die sedang berkembang daripada pembuatan komponen tunggal ke arah bahagian struktur bersepadu berskala besar.
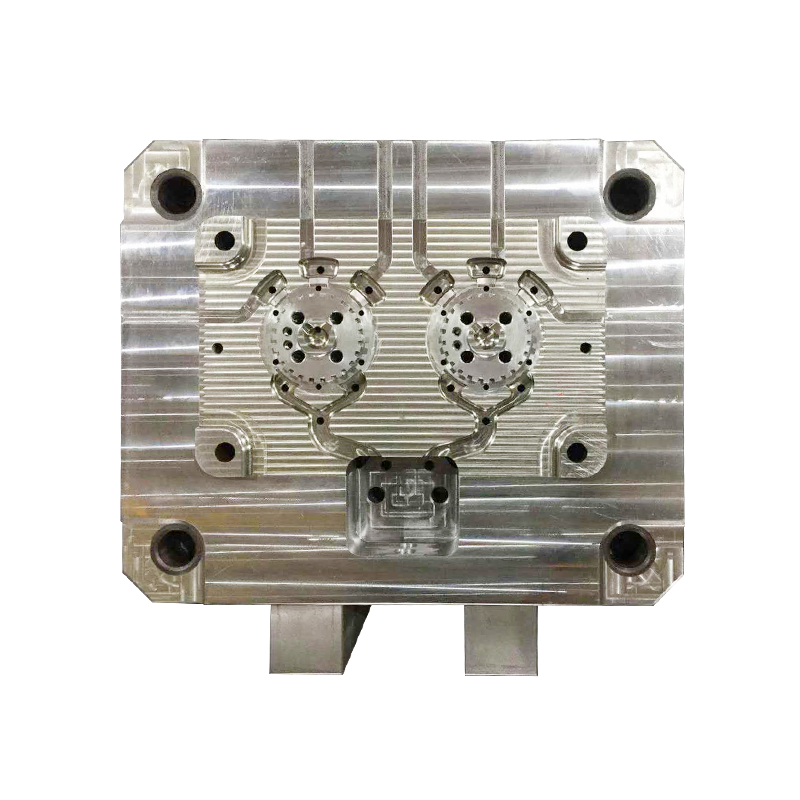
Tuangan cetakan bahagian auto berkualiti tinggi bergantung pada penyelarasan sistematik antara reka bentuk acuan, parameter tuangan dan operasi pasca pemprosesan. Semasa fasa reka bentuk acuan, kedudukan pintu gerbang, saluran pembuangan, dan susun atur litar penyejukan secara langsung menentukan kesempurnaan pengisian dan kadar keliangan dalaman. Platform reka bentuk CAD/CAE/CAM bersepadu membolehkan simulasi maya aliran aluminium, pengecutan pemejalan, dan pengagihan tegasan haba, membolehkan pengecaman awal risiko kecacatan termasuk terperangkap gas, penutupan sejuk dan retak panas.
Kawalan ketepatan parameter tuangan die adalah sama kritikal. Untuk mesin tuangan automatik kelas 1600 tan, tingkap proses biasa termasuk: suhu aluminium cair 680 hingga 720°C, suhu acuan 180 hingga 240°C, tekanan suntikan 60 hingga 100MPa, dengan kedudukan pensuisan berkelajuan tinggi yang ditetapkan dengan tepat mengikut ketebalan dinding bahagian. Suhu aluminium yang berlebihan meningkatkan kemasukan oksida dan kecenderungan pematerian mati, manakala suhu acuan yang tidak mencukupi membawa kepada penutupan sejuk dan tanda aliran permukaan. Akibatnya, kawalan yang diselaraskan antara unit suhu acuan dan mesin tuangan die membentuk asas untuk konsistensi kelompok.
Operasi pasca pemprosesan merangkumi penyingkiran pintu, rawatan haba, pemesinan ketepatan dan kemasan permukaan. Rawatan haba T6 dengan ketara meningkatkan kekuatan tegangan bahan A356 daripada kira-kira 180MPa dalam keadaan as-cast kepada lebih 310MPa. Untuk komponen kritikal pengedap seperti perumah kotak gear dan badan injap, ujian kebocoran 100% adalah wajib, dengan pengesan kebocoran spektrometri jisim helium yang mampu mengenal pasti kebocoran mikro pada tahap 1×10⁻⁵Pa·m³/s.
Walaupun aloi aluminium mendominasi komponen struktur besar automotif, tuangan mati zink mengekalkan nilai unik dalam bahagian ketepatan kecil. Takat lebur aloi zink adalah kira-kira 420°C, jauh lebih rendah daripada aloi aluminium, mengakibatkan pengurangan beban terma pada acuan dan jangka hayat acuan yang dilanjutkan mencecah 500,000 hingga 1,000,000 kitaran, berbanding 100,000 hingga 200,000 kitaran sebelum baik pulih utama untuk acuan aluminium. Tuangan die zink mencapai ketepatan dimensi yang lebih tinggi pada tahap CT4 hingga CT5, dengan permukaan yang sesuai untuk penyaduran krom hiasan langsung, yang biasa digunakan pada mekanisme kunci pintu automotif, lambang hiasan dan penyambung ketepatan dalam aplikasi kumpulan kecil dan bernilai tambah tinggi.
Walau bagaimanapun, ketumpatan aloi zink 6.7g/cm³ adalah kira-kira 2.5 kali ganda daripada aluminium, mengehadkan penggunaannya dalam struktur utama automotif dipacu ringan. Oleh itu, pengeluar tuangan die biasanya membuat keputusan pemilihan bahan antara aluminium dan zink berdasarkan dimensi bahagian, sasaran berat dan keperluan fungsian: perumah besar dan komponen struktur mengutamakan aloi aluminium, manakala komponen penghantaran ketepatan kecil dan bahagian hiasan boleh mempertimbangkan penyelesaian acuan tuangan zink.
Apabila memilih pembekal tuangan bahagian auto, penilaian merentas tiga dimensi disyorkan: sistem kualiti, keupayaan peralatan dan pasukan teknikal. Pertama, pensijilan IATF16949 berfungsi sebagai ambang kemasukan untuk rantaian bekalan automotif, yang memerlukan pembekal untuk melaksanakan pengurusan risiko merentas pembangunan reka bentuk, pengeluaran dan proses perkhidmatan. Kedua, die casting machine clamping force tonnage menentukan kawasan unjuran maksimum bahagian yang boleh dihasilkan; Peralatan kelas 1600 tan meliputi kebanyakan perumah kotak gear dan perumah motor, manakala komponen struktur bersepadu ultra-besar memerlukan mesin melebihi 6000 tan.
Keupayaan reka bentuk acuan dalaman mewakili penunjuk teras yang lain. Pengilang yang dilengkapi dengan lebih 80 pusat pemesinan CNC, mesin EDM dan peralatan pemotongan wayar boleh melengkapkan proses penuh reka bentuk acuan, pemesinan, pemasangan dan pengeluaran percubaan di tapak, memendekkan kitaran pembangunan produk baharu. Selain itu, konfigurasi makmal yang menampilkan spektrometer, sistem pemeriksaan sinar-X dan mesin pengukur koordinat memastikan kebolehkesanan data yang lengkap daripada penerimaan bahan mentah melalui penghantaran produk siap.
Adakah anda sudah bersedia Bekerjasama Dengan Jieda?
* E -mel anda selamat dengan kami, kami tidak spam.
Produk
Maklumat hubungan
nbjd011@126.com
+86-574-86115705
No. 58 Mold Road, Zon Perindustrian Teknologi Daqi, Daerah Beilun, Ningbo