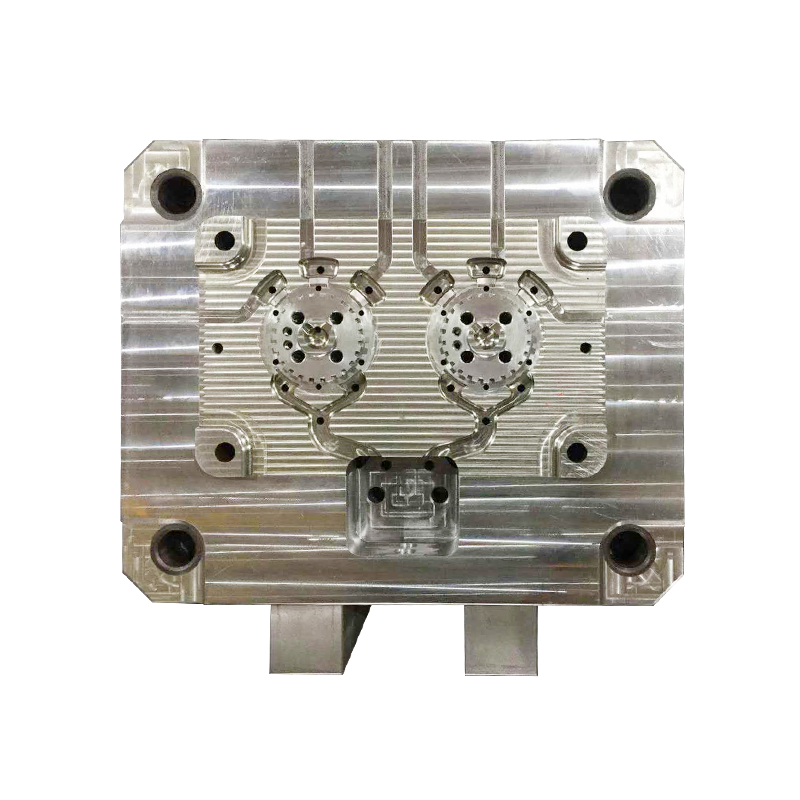
Apakah Acuan Die Casting?
A acuan acuan die casting ialah alat logam kejuruteraan ketepatan yang membentuk logam cair di bawah tekanan tinggi (biasanya 1,500 hingga 25,000 psi) menjadi komponen bentuk bersih yang kompleks dengan toleransi seketat ±0.002 inci (±0.05 mm). Ia berfungsi sebagai antara muka kritikal antara mesin tuangan die dan produk akhir, menentukan kualiti bahagian, ketepatan dimensi, dan kecekapan pengeluaran.
Tidak seperti tuangan pasir atau tuangan pelaburan, acuan tuangan mati ialah alat yang boleh digunakan semula yang boleh menghasilkan 100,000 hingga 1,000,000 pukulan sebelum memerlukan penggantian, bergantung pada bahan dan reka bentuk. Acuan ini terdiri daripada dua bahagian—die penutup pegun dan die ejector alih—yang hampir membentuk rongga yang sepadan dengan geometri bahagian yang dikehendaki.
Ciri-ciri Utama
- Bahan: Keluli alat gred premium seperti H13 (1.2344), 8407 atau DIEVAR, dirawat haba hingga 44-48 HRC untuk keseimbangan kekerasan dan keliatan yang optimum.
- Suhu Operasi: Suhu permukaan rongga berjulat dari 300°F hingga 500°F (150°C hingga 260°C) untuk aluminium dan sehingga 700°F (370°C) untuk aloi zink.
- Masa Kitaran: Kitaran pengeluaran biasa berkisar antara 30 saat hingga 2 minit, membolehkan pembuatan volum tinggi sebanyak 500-2,000 tangkapan setiap hari.
Komponen Struktur Teras Acuan Tuangan Die
Integriti kefungsian acuan tuangan die bergantung pada enam sistem komponen penting yang berfungsi secara bersama. Setiap komponen menangani cabaran terma, mekanikal dan operasi tertentu yang wujud dalam suntikan logam tekanan tinggi.
| Komponen | Fungsi | Spesifikasi Kritikal |
|---|---|---|
| Rongga & Teras | Tentukan geometri bahagian dan ciri dalaman | Toleransi: ±0.001 in; Kemasan permukaan: 16-32 μin Ra |
| Sesendal Sprue | Salurkan logam cair dari muncung mesin | Dikeraskan kepada 50-52 HRC; Sudut draf 3-5° |
| Sistem Pelari | Edarkan logam ke pintu rongga | keratan rentas trapezoid; Halaju: 30-60 m/s |
| Saluran Penyejukan | Mengawal keseimbangan haba dan pemejalan | Diameter: 8-12mm; Jarak dari rongga: 1.5-3× diameter |
| Sistem Ejector | Keluarkan tuangan pepejal dari acuan | Diameter pin: 3-8mm; 1-3° tirus; 20-30 pin biasa |
| Sistem Pembuangan | Mengeluarkan udara dan mengelakkan keliangan gas | Kedalaman: 0.05-0.15mm; Jumlah kawasan bolong: 20-30% daripada kawasan pintu masuk |
Seni Bina Pengurusan Terma
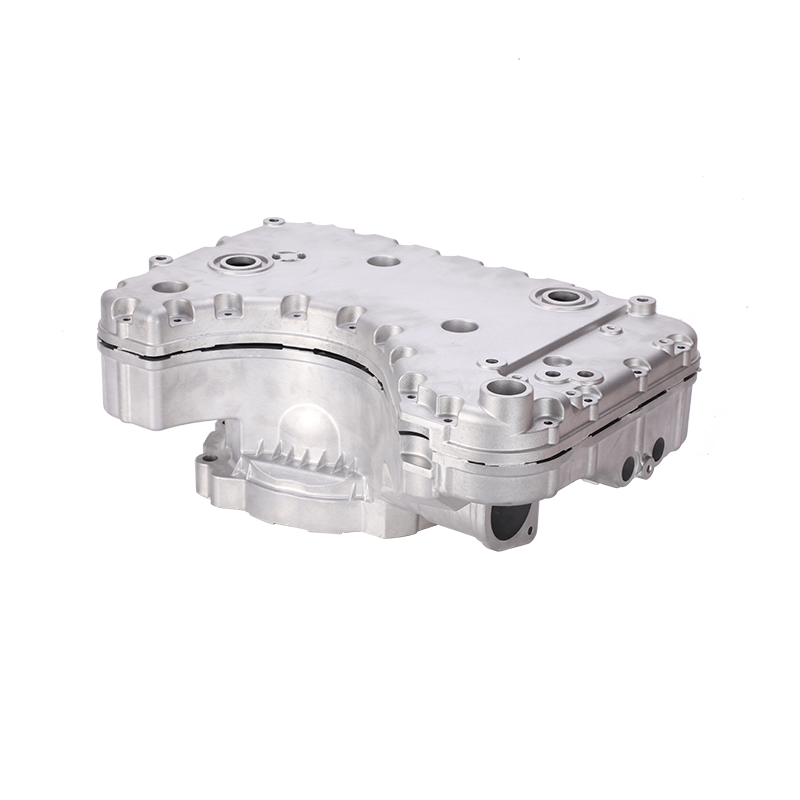
Rangkaian saluran penyejukan mewakili cabaran reka bentuk yang paling kompleks. Penyejukan yang tidak betul menyebabkan 60-70% kecacatan kualiti berkaitan acuan. Acuan moden menggunakan saluran penyejukan konformal yang mengikut kontur rongga, mengurangkan masa kitaran sebanyak 20-40% berbanding saluran gerudi lurus tradisional. Sebagai contoh, acuan perumahan penghantaran dengan penyejukan konformal mencapai pengurangan masa kitaran daripada 85 saat kepada 52 saat sambil meningkatkan ketekalan dimensi sebanyak 35%.
Kecacatan Biasa dan Penyelesaian Masalah
Kira-kira 85% daripada kecacatan tuangan die berpunca daripada isu berkaitan acuan dan bukannya parameter mesin atau kualiti bahan. Memahami punca utama membolehkan diagnosis cepat dan tindakan pembetulan.
Keliangan dan Terperangkap Gas
Tahap keliangan melebihi 3-5% mengikut volum lazimnya menyebabkan bahagian tidak boleh diterima untuk aplikasi struktur. Punca punca termasuk pengaliran udara yang tidak mencukupi (bolong tersumbat dengan sisa pelincir atau timbunan aluminium), halaju suntikan yang berlebihan menyebabkan pergolakan, dan reka bentuk gating yang lemah menghasilkan poket udara. Langkah penyelesaian masalah: tingkatkan kedalaman bolong kepada 0.10-0.15mm, kurangkan kelajuan pelocok daripada 4 m/s kepada 2.5 m/s semasa fasa pengisian rongga, dan pindahkan pintu untuk mengelakkan zon udara terperangkap.
Tutup Sejuk dan Tanda Aliran
Penutupan sejuk berlaku apabila dua bahagian hadapan logam bertemu di bawah suhu gabungan (kira-kira 1,100°F/593°C untuk aluminium). Meningkatkan suhu acuan sebanyak 50°F (28°C) selalunya menghilangkan penutupan sejuk tanpa perubahan parameter. Pastikan saluran penyejukan mengekalkan keseragaman ±5°F (±3°C) merentasi permukaan rongga. Tanda aliran menunjukkan pemejalan pramatang; penyelesaian termasuk meningkatkan suhu logam sebanyak 25-50°F (14-28°C) atau membesarkan ketebalan pintu sebanyak 0.5-1.0mm.
Ketidaktepatan Dimensi
Aloi aluminium mengecut 4.5-5.5% semasa pemejalan; aloi zink mengecut 0.6-0.8%. Pereka acuan mesti mengimbangi dengan elaun pengecutan yang ditentukur dengan tepat kepada komposisi aloi. Sebagai contoh, aluminium A380 memerlukan 5.0% pampasan pengecutan linear, manakala zink Zamak 3 hanya memerlukan 0.7%. Hanyutan dimensi semasa pengeluaran selalunya menunjukkan ketidakseimbangan terma—sahkan kadar aliran saluran penyejukan melebihi 2 gelen seminit (7.6 L/min) setiap litar.
Mengapa Acuan Membangunkan Burr dan Retak
Burr (denyar) dan retak mewakili dua mod kegagalan acuan yang paling mahal, menyumbang 45% daripada penyelenggaraan acuan yang tidak dirancang. Memahami asal-usul metalurgi dan mekanikal mereka adalah penting untuk pencegahan.
Mekanisme Pembentukan Burr
Burr terbentuk apabila logam cair menembusi celah antara permukaan mengawan melebihi 0.05mm (0.002 inci). Ketebalan denyar meningkat secara eksponen dengan saiz jurang: jurang 0.10mm menghasilkan denyar 4× lebih tebal daripada jurang 0.05mm. Penyebab utama termasuk:
- Kekurangan daya pengapit: Tan mesin yang tidak mencukupi membolehkan pengasingan acuan. Daya pengapit yang diperlukan = kawasan bahagian yang diunjurkan (in²) × tekanan suntikan (psi) × faktor keselamatan (1.2-1.5).
- Pakai garis perpisahan: Selepas 50,000-100,000 kitaran, permukaan garisan pemisah membangunkan hakisan mikro daripada kitaran haba dan aliran logam yang melelas, mewujudkan laluan kebocoran.
- herotan terma: Pemanasan yang tidak sekata menyebabkan 0.02-0.08mm tunduk dalam acuan besar (lebih 20 inci), membuka celah di sudut.
Dinamik Penyebaran Retak
Pemeriksaan haba (rekahan keletihan terma) bermula selepas 5,000-20,000 kitaran di zon haba tinggi dan merambat pada 0.1-0.5mm setiap 1,000 kitaran. Mekanisme ini melibatkan tegasan haba kitaran: permukaan rongga memanaskan hingga 600-800°F (315-427°C) semasa suntikan, kemudian padamkan hingga 300-400°F (150-200°C) semasa penyejukan. Ayunan suhu 300-400°F ini mendorong tegasan mampatan semasa pemanasan dan tegasan tegangan semasa penyejukan, melebihi had keletihan bahan.
Lokasi retak tertumpu pada:
- Sudut dalaman yang tajam (faktor kepekatan tekanan K t > 3.0)
- Kawasan pintu gerbang mengalami hentaman logam cair langsung pada halaju 30-60 m/s
- Bahagian berdinding nipis (<3mm) dengan pengekstrakan haba yang cepat
- Lubang pin ejector mencipta penaik tekanan
Memanjangkan Hayat Perkhidmatan Acuan Die Casting
Melaksanakan strategi lanjutan hayat yang komprehensif boleh meningkatkan jangka hayat acuan daripada 100,000 syot kepada 300,000 syot, mengurangkan kos perkakas setiap bahagian sebanyak 60-70%.
Pemilihan Bahan dan Rawatan Haba
Keluli H13 premium dengan peleburan semula sanga elektro (ESR) mengurangkan kemasukan bukan logam sebanyak 90%, memanjangkan hayat permulaan retak sebanyak 40%. Optimumkan rawatan haba untuk mencapai kekerasan 46-48 HRC dengan 12-14% austenit tertahan untuk keliatan optimum. Nitriding ion kepada kedalaman 0.15-0.25mm meningkatkan kekerasan permukaan kepada 65-70 HRC, menentang hakisan sambil mengekalkan substrat mulur.
Protokol Pengurusan Terma
Kekalkan suhu permukaan rongga dalam ±15°F (±8°C) sasaran menggunakan kawalan penyejukan gelung tertutup. Melaksanakan penyejukan nadi (aliran penyejuk terputus-putus) mengurangkan kejutan haba sebanyak 30% berbanding aliran berterusan. Panaskan acuan kepada 250-350°F (120-175°C) sebelum pengeluaran untuk meminimumkan kejutan haba awal; bermula "sejuk" mengurangkan jangkaan hayat sebanyak 25-30%.
Penyelenggaraan dan Kejuruteraan Permukaan
Penyelenggaraan berjadual setiap 10,000-15,000 tangkapan menghalang kegagalan bencana. Amalan utama termasuk:
- Penangkapan retak: Kisar keretakan pemeriksaan haba melebihi kedalaman 0.5mm dan baiki dengan kimpalan TIG menggunakan bahan pengisi yang sepadan, diikuti dengan pembajaan pelepasan tekanan pada 25°F (14°C) di bawah suhu pembajaan asal.
- Salutan permukaan: Salutan pemendapan wap fizikal (PVD) TiAlN atau CrN (ketebalan 2-4 μm) mengurangkan pematerian aluminium sebanyak 80% dan memanjangkan selang pengilat daripada 5,000 hingga 15,000 tangkapan.
- Pengoptimuman pelinciran: Sapukan pelincir berasaskan air pada nisbah pencairan 1:80-1:120; pelincir yang berlebihan menyebabkan pembentukan dan keliangan, manakala penggunaan yang tidak mencukupi mempercepatkan hakisan.
Reka bentuk untuk Awet Muda
Keputusan reka bentuk menentukan 70% potensi hayat acuan. Garis panduan kritikal:
- Kekalkan jejari minimum 1.5mm pada semua sudut dalaman (mengurangkan kepekatan tegasan sebanyak 60%)
- Hadkan nisbah panjang kepada diameter teras kepada 4:1 untuk mengelakkan denyar yang disebabkan oleh pesongan
- Letakkan saluran penyejukan berdiameter 1.5-2.0× dari permukaan rongga untuk pengekstrakan haba yang optimum tanpa kelemahan struktur
Soalan Lazim tentang Acuan Die Casting
Apakah julat kos biasa untuk acuan tuangan die?
Kos acuan tuangan mati berkisar antara $15,000 untuk bahagian zink ringkas hingga $250,000 untuk kes transmisi automotif yang kompleks. Acuan aluminium biasanya berharga 20-30% lebih tinggi daripada acuan zink kerana tegasan haba yang lebih tinggi yang memerlukan pembinaan yang lebih teguh. Acuan prototaip menggunakan keluli P20 (bukan H13) mengurangkan kos permulaan sebanyak 40-50% tetapi mengehadkan pengeluaran kepada 10,000-20,000 tangkapan.
Berapa lama masa yang diambil untuk mengeluarkan acuan tuangan die?
Masa utama acuan standard ialah 8-16 minggu, bergantung pada kerumitan: acuan dua plat mudah memerlukan 6-8 minggu, manakala slaid kompleks dan mekanisme membuka skru memanjangkan garis masa kepada 14-20 minggu. Program tergesa-gesa menggunakan operasi pemesinan selari boleh mengurangkan ini sebanyak 30-40% pada premium kos 15-25%.
Bolehkah acuan die-casting diubah suai selepas pengeluaran awal?
Pengubahsuaian boleh dilaksanakan tetapi mahal: permukaan rongga kimpalan dan pemesinan semula berharga 15-25% daripada harga acuan asal, sambil menambah slaid atau menukar garisan perpisahan selalunya melebihi 50% daripada kos awal. Reka bentuk untuk perubahan (sisipan boleh tanggal) membenarkan kemas kini geometri pada 5-10% daripada kos acuan. Rancang untuk 2-3 pesanan perubahan kejuruteraan (ECO) semasa kitaran hayat produk.
Apakah perbezaan antara acuan tuangan die konvensional dan vakum?
Acuan tuangan die vakum termasuk garisan perpisahan yang dimeterai dan sistem pengudaraan yang mampu mencapai tekanan rongga <50 mbar, mengurangkan keliangan daripada 3-5% kepada <1% dan membolehkan tuangan boleh dirawat haba. Kos tambahan termasuk injap vakum ($2,000-5,000), sistem ejektor tertutup dan had terima pemesinan yang tepat (±0.01mm pada permukaan perpisahan). Acuan vakum adalah penting untuk komponen automotif struktur yang memerlukan rawatan haba T6.
Bagaimanakah anda menentukan apabila acuan telah mencapai akhir hayat?
Kriteria akhir hayat termasuk: hanyut dimensi melebihi jalur toleransi (biasanya ±0.005 inci), ketumpatan retak melebihi 5 retak setiap inci persegi di kawasan kritikal atau kos pembaikan melebihi 40% daripada kos penggantian. Banyak acuan menjalani 3-5 pengubahsuaian utama (kimpalan, pemesinan semula, penitridan semula) sebelum bersara, memanjangkan hayat keseluruhan kepada 500,000 tangkapan. Jejaki kos pembaikan terkumpul; apabila penyelenggaraan tahunan melebihi susut nilai acuan baru, penggantian adalah wajar dari segi ekonomi.