Dapatkan sebut harga
Dalam pembuatan industri moden, Bahagian Motor Die Casting telah berkembang daripada proses tuangan tradisional kepada teknologi pembuatan berketepatan tinggi dan berkecekapan tinggi. Pada masa ini, pasaran tuangan die bahagian motor global berkembang pada kadar pertumbuhan tahunan kompaun sebanyak 5.8% , dengan saiz pasaran dijangka melebihi USD 42 bilion menjelang 2028. Teknologi tuangan mati bukan sahaja meningkatkan ketumpatan dan ketepatan dimensi bahagian motor dengan ketara, tetapi juga mengawal kadar sekerap di bawah 1.5% melalui pengeluaran automatik, menjadikannya pautan utama yang tidak boleh ditukar ganti dalam rantaian bekalan pembuatan motor.
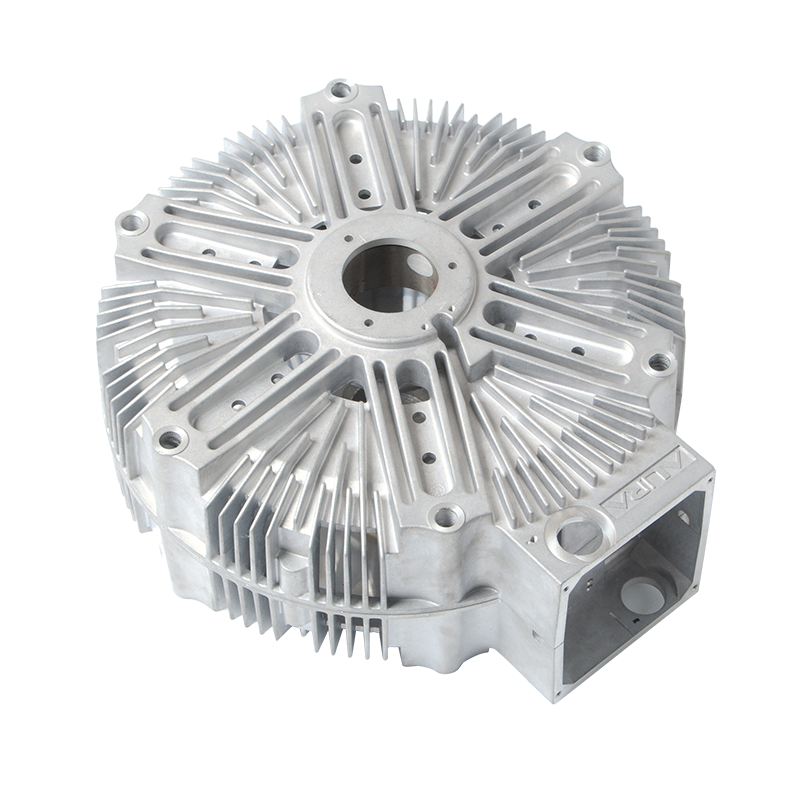
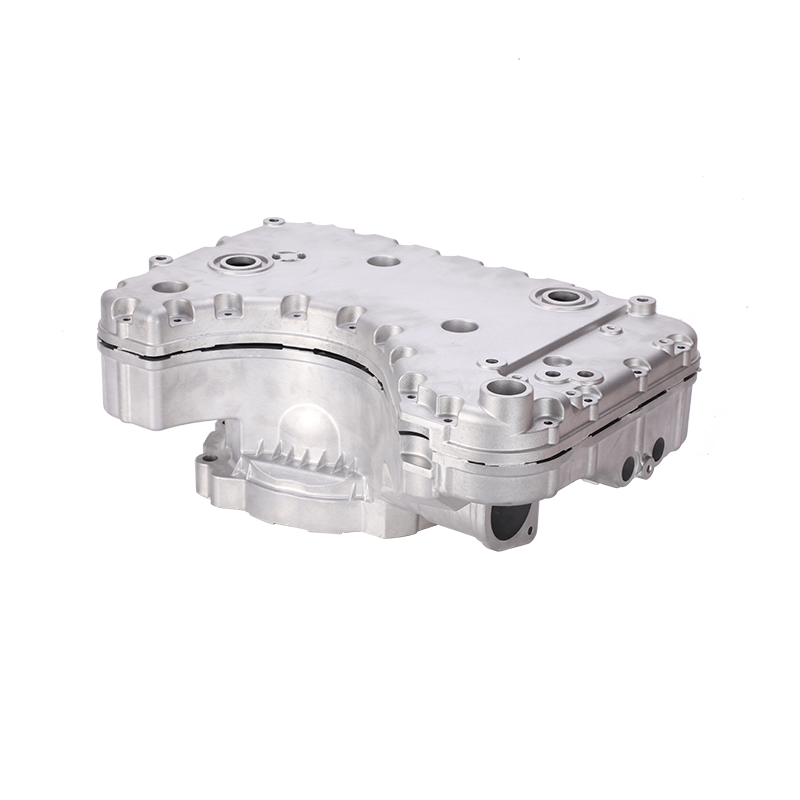
Bagi pengeluar, menguasai proses tuangan cetakan lanjutan bermakna memperoleh kelebihan tiga kali ganda dalam kualiti produk, kos pengeluaran dan kitaran penghantaran. Mengambil perumah motor aloi aluminium sebagai contoh, selepas menggunakan tuangan die tekanan tinggi, ketebalan dinding boleh dikurangkan ke bawah 2.5mm , berat badan berkurangan lebih daripada 30% , dan kecekapan pelesapan haba bertambah baik dengan 20% —penunjuk prestasi ini secara langsung menentukan kelebihan daya saing motor dalam kenderaan tenaga baharu dan aplikasi automasi industri.
Proses pembuatan bahagian motor telah melalui tiga peringkat utama. Peringkat pertama ialah tuangan graviti, yang bergantung pada berat sendiri logam cair untuk mengisi acuan. Ia sesuai untuk bahagian dengan struktur ringkas dan keperluan ketepatan yang lebih rendah, tetapi mengalami kadar keliangan yang tinggi dan kekasaran permukaan yang lemah. Peringkat kedua ialah tuangan tekanan rendah, di mana logam cair ditolak dengan lancar ke dalam acuan oleh tekanan udara, mengurangkan keliangan kepada 3%-5% , namun masih gagal memenuhi keperluan bahagian motor ketepatan.
Peringkat ketiga, yang merupakan teknologi tuangan die tekanan tinggi arus perdana, mencapai tekanan suntikan 30-150 MPa . Logam cair dengan cepat mengisi rongga acuan di bawah tekanan tinggi, dengan masa penyejukan dipendekkan kepada 3-8 saat dan kitaran pengeluaran mencapai 30-60 saat setiap pukulan . Mengambil penutup hujung motor sebagai contoh, produk tuangan mati tekanan tinggi boleh mengawal toleransi dimensi dalam ±0.05mm , dengan kekasaran permukaan nilai Ra di bawah 1.6μm , memenuhi sepenuhnya keperluan kesesuaian ketepatan untuk pemasangan motor.
Industri kini sedang mempercepatkan peralihannya ke arah sel tuangan mati pintar. Sistem tuangan die pintar lengkap menyepadukan pemantauan suhu masa nyata, analisis lengkung tekanan, dan pengekstrakan bahagian automatik robotik. Data menunjukkan bahawa selepas memperkenalkan sistem kawalan suhu pintar, turun naik suhu cecair aluminium telah dikurangkan daripada ±15°C kepada ±3°C . Peningkatan dalam kestabilan dimensi yang terhasil mengurangkan elaun pemesinan berikutnya dengan 40% , mengurangkan kos pemesinan setiap bahagian dengan 12%-18% .
Kawalan kualiti dalam tuangan die bahagian motor bergantung pada peraturan tepat bagi pelbagai parameter proses. Jadual berikut membandingkan cara tetapan parameter berbeza mempengaruhi kecacatan biasa:
| Parameter Proses | Julat yang Disyorkan | Kecacatan Berkaitan Utama | Tahap Kesan |
|---|---|---|---|
| Suhu Cecair Aluminium | 660-720°C | Penutup sejuk, pematerian | tinggi |
| Suhu Acuan | 180-260°C | Keliangan, retak panas | tinggi |
| Kelajuan Suntikan | 2-6 m/s | Perangkap udara, kemasukan oksida | Sederhana-Tinggi |
| Tekanan Intensifikasi | 30-80 MPa | Keliangan pengecutan, ketumpatan tidak mencukupi | tinggi |
| Dwell Time | 3-10 saat | Keliangan pengecutan, sisihan dimensi | Sederhana |
Seperti yang ditunjukkan dalam jadual, suhu cecair aluminium, suhu acuan, dan tekanan intensifikasi adalah tiga parameter teras yang mempengaruhi kualiti tuangan die bahagian motor. Mengambil pemutus perumah motor sebagai contoh, apabila suhu acuan jatuh di bawah 180°C , kadar kecacatan penutup sejuk meningkat melebihi 8% ; apabila tekanan intensifikasi tidak mencukupi pada 30 MPa , keliangan pengecutan dalaman mungkin melebihi 5% , secara serius menjejaskan prestasi pengedap motor dan kecekapan pelesapan haba.
Dalam medan tuangan bahagian motor, aloi aluminium menyumbang lebih 85% bahagian pasaran, dengan ADC12 dan A380 merupakan dua gred yang paling biasa digunakan. ADC12 mempunyai kandungan silikon sebanyak 9.6%-12.0% , menawarkan kecairan yang sangat baik sesuai untuk pembuatan penutup hujung motor berdinding nipis dan kompleks dan kotak simpang; A380 mempunyai kandungan tembaga sebanyak 3.0%-4.0% , dengan kekuatan tegangan mencapai 320 MPa , menjadikannya lebih sesuai untuk kurungan motor dan tapak yang tertakluk kepada beban mekanikal yang tinggi.
Walau bagaimanapun, aloi aluminium tradisional menghadapi kesesakan dalam kekonduksian terma. Aluminium tulen mempunyai kekonduksian terma sebanyak 237 W/(m·K) , manakala ADC12 menurun kepada lebih kurang 96 W/(m·K) kerana kandungan silikon yang tinggi. Untuk menangani permintaan pelesapan haba yang tinggi bagi motor pemacu kenderaan tenaga baharu, industri mempromosikan aloi aluminium silikon rendah, kekonduksian terma tinggi, yang boleh meningkatkan kekonduksian terma kepada 150-170 W/(m·K) sambil mengekalkan kecairan tuangan yang mencukupi.
Ketumpatan aloi magnesium sahaja 64% aloi aluminium (1.81 g/cm³ vs 2.71 g/cm³), menunjukkan potensi besar dalam pemberat ringan motor. Perumah motor die-cast daripada aloi magnesium AZ91D boleh 25%-30% lebih ringan daripada versi aluminium, manakala kekuatan khusus (nisbah kekuatan-kepada-ketumpatan) bertambah baik 15% . Pada masa ini, bahagian motor die-cast aloi magnesium telah mencapai aplikasi kelompok dalam beberapa alatan kuasa mewah dan motor dron, dengan kadar pertumbuhan tahunan melebihi 12% .
Acuan tuangan mati mewakili pintu masuk pertama yang menentukan kualiti bahagian motor—ketepatan reka bentuk dan hayat perkhidmatannya secara langsung mempengaruhi kos pengeluaran dan konsistensi produk. Untuk acuan tuangan perumah motor, kekasaran permukaan rongga mesti dikawal di bawah Ra 0.4μm , dengan mencapai ketepatan kelegaan yang sesuai 0.02mm tahap.
Pemilihan keluli acuan adalah sama kritikal. Keluli alat kerja panas H13, dengan rintangan kelesuan haba yang sangat baik, telah menjadi bahan arus perdana untuk acuan tuangan die bahagian motor, dengan kekerasan biasanya dikawal pada HRC 44-48 . Di bawah keadaan penggunaan dan penyelenggaraan biasa, acuan H13 boleh dilengkapkan 80,000-120,000 kitaran tuangan mati. Dengan teknologi rawatan nitriding permukaan yang canggih, jangka hayat acuan boleh dilanjutkan hingga lebih 150,000 kitaran , mengurangkan kos pelunasan acuan setiap pukulan oleh 35% .
Reka bentuk gerbang adalah teknologi teras dalam kejuruteraan acuan. Untuk penutup hujung motor dengan ketebalan dinding yang tidak sekata, pakai pintu kipas digabungkan dengan intensifikasi tempatan proses membolehkan logam cair melengkapkan pengisian rongga di dalamnya 0.3 saat , berkesan mengelakkan perangkap udara pusaran. Data pengeluaran sebenar menunjukkan bahawa reka bentuk gating yang dioptimumkan boleh mengurangkan kadar kecacatan keliangan daripada 4.2% ke bawah 1.1% .

Pengesanan kecacatan dalaman untuk bahagian motor bergantung terutamanya pada pemeriksaan sinar-X dan teknologi CT industri. Bagi perumah motor pemacu kenderaan tenaga baharu, kriteria kualiti standard industri ialah: diameter liang individu tidak melebihi 1.0mm , dan jumlah kawasan liang menyumbang kurang daripada 2% daripada luas keratan rentas. CT industri resolusi tinggi (resolusi 5μm ) membolehkan 100% pemeriksaan sebaris, dengan kitaran pemeriksaan disegerakkan dengan kitaran pengeluaran tuangan mati, memastikan sifar kecacatan melarikan diri.
Bahagian motor die-cast biasanya memerlukan pemesinan ketepatan untuk mencapai dimensi pemasangan akhir. Mengambil perumah galas motor sebagai contoh, rizab kosong die-cast 0.8-1.2mm elaun pemesinan, dan selepas pemprosesan CNC, toleransi kebulatan dikawal dalam 0.01mm , dengan kekasaran permukaan Ra di bawah 0.8μm , memenuhi keperluan ketepatan untuk muat gangguan galas.
Untuk rawatan permukaan, perumah motor biasanya menggunakan proses salutan anodizing atau elektroforetik. Ketebalan filem anod dikawal pada 8-15μm , meningkatkan kekerasan permukaan ke atas HV 300 , sambil menyediakan penebat yang sangat baik dan rintangan kakisan. Untuk bahagian motor kegunaan luar, keperluan ujian semburan garam melebihi 500 jam tanpa karat merah, menimbulkan dua cabaran untuk ketumpatan tuangan mati dan proses rawatan permukaan.
Industri tuangan bahagian motor menghadapi tiga trend penting:
Bagi pengeluar, menangani trend ini memerlukan pelaburan yang disegerakkan dalam peningkatan peralatan, R&D bahan dan pendigitalan. Perusahaan yang dilengkapi dengan mesin tuangan cetakan besar di atas 800T , menguasai teknologi penapisan aluminium kitar semula, dan mewujudkan pangkalan data proses yang lengkap akan memperoleh kelebihan daya saing pasaran yang ketara dalam masa yang akan datang 3-5 tahun .
Adakah anda sudah bersedia Bekerjasama Dengan Jieda?
* E -mel anda selamat dengan kami, kami tidak spam.
Produk
Maklumat hubungan
nbjd011@126.com
+86-574-86115705
No. 58 Mold Road, Zon Perindustrian Teknologi Daqi, Daerah Beilun, Ningbo