Dapatkan sebut harga
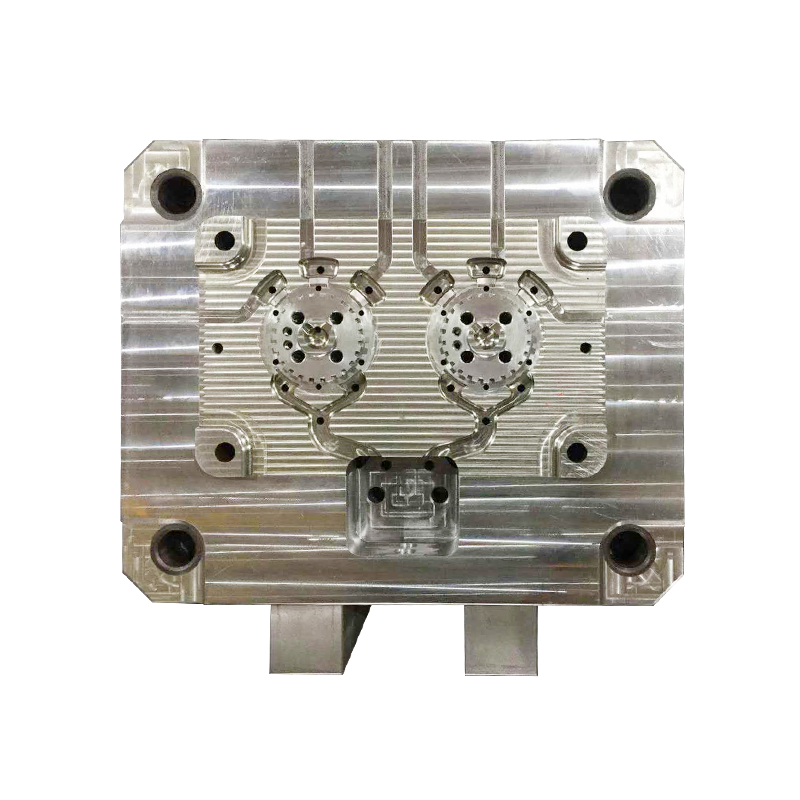
Jenis utama Die acuan pemutus
1. Acuan tunggal-rongga: acuan ini hanya mempunyai satu rongga yang menuangkan, sesuai untuk pengeluaran satu bahagian atau kecil.
Struktur yang agak mudah, kos pembuatan yang rendah, dan mudah diubah dan dikekalkan.
2. Multi-rongga acuan: acuan ini mempunyai pelbagai rongga yang sama atau berbeza dalam acuan yang sama, yang membolehkan pengeluaran pelbagai casting sekaligus.
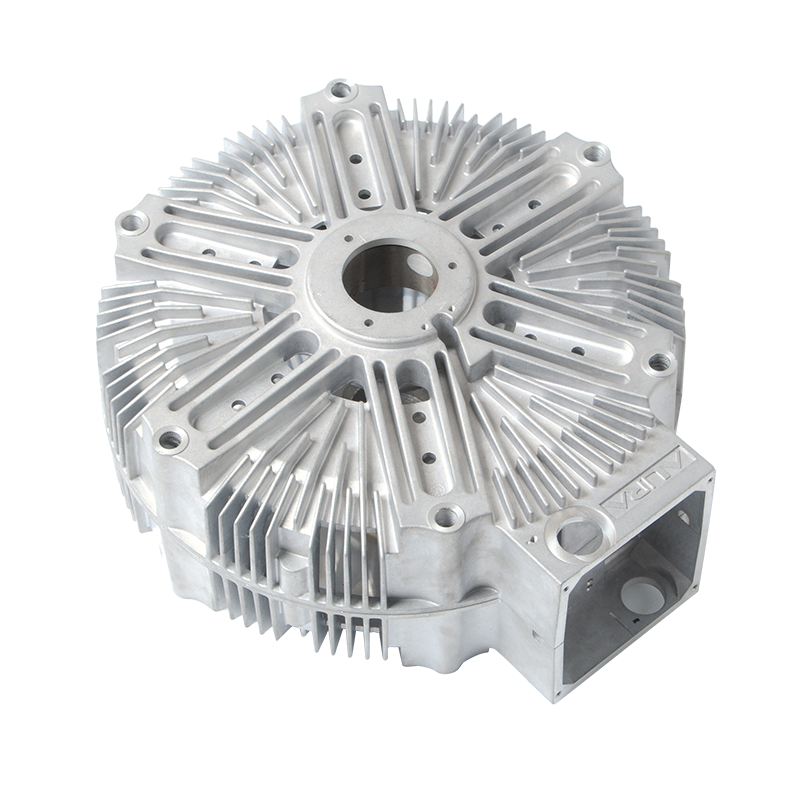
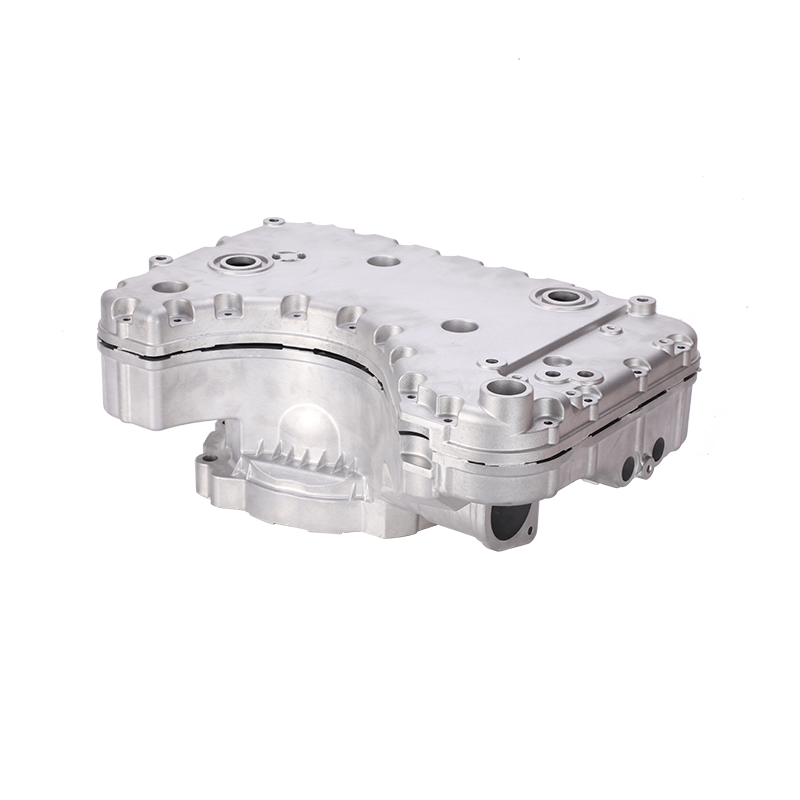
Meningkatkan kecekapan pengeluaran dan mengurangkan kos unit; Biasa digunakan untuk pengeluaran besar -besaran bahagian automotif, casing elektronik, dll.
3. Runner Hot Runner vs. Cold Runner Molds:
Acuan pelari panas mengekalkan suhu logam cair di pintu gerbang dan pelari, mengurangkan kehilangan penyejukan logam dan meningkatkan penggunaan bahan.
Acuan pelari sejuk menggunakan pelari suhu ambien, menghasilkan struktur yang lebih mantap, sesuai untuk pengeluaran tekanan tinggi, tembaga tebal.
4. Split (dua bahagian, tiga bahagian) acuan: Bergantung pada geometri keperluan pemutus dan demolding, acuan dibahagikan kepada dua atau tiga bahagian untuk memudahkan pembentukan struktur dalaman yang kompleks dan demolding yang lancar.
Selalunya digunakan bersama dengan bahagian -bahagian bergerak seperti teras dan slider yang bergerak, ia membolehkan pemesinan bahagian berongga atau dalaman.
Bagaimana acuan pemutus mati dibuat?
Proses Pembuatan Moule Casting Die:
1. Reka bentuk konseptual dan simulasi berangka: pemodelan 3D dilakukan menggunakan CAD (seperti Pro/E) untuk menentukan parameter geometri utama seperti rongga, pintu, dan sistem penyejukan.
CAE (analisis aliran, analisis terma) digunakan untuk meramalkan tingkah laku pengisian logam, mengoptimumkan susun atur gating dan litar penyejukan, dan memastikan kualiti pemutus.
2. Pemilihan bahan dan rawatan haba: keluli tahan karat tinggi, keluli tahan suhu tinggi dipilih sebagai bahan asas acuan untuk menahan suntikan tekanan tinggi dan kejutan haba.
Menormalkan, pelindapkejutan, dan rawatan haba yang dilakukan untuk mencapai kekerasan acuan HRC 50-55, meningkatkan rintangan haus dan hayat perkhidmatan.
3. Pemesinan Precision: Pusat Pemesinan CNC, EDM CNC, dan peralatan pemotongan dawai digunakan untuk mengasyikkan, menamatkan, dan mikro-mesin acuan.
Komponen utama (seperti pintu, lubang penyejuk, dan teras bergerak) menjalani pemesinan ketepatan tinggi, dengan toleransi yang dikawal dalam ± 0.05mm untuk memastikan aliran logam licin.
4. Perhimpunan, Pemeriksaan, dan Percubaan Percubaan: Komponen machined dipasang dengan tepat, dan paip penyejuk, sistem panduan, dan mekanisme pelepasan dipasang.
Ketepatan dimensi disahkan menggunakan mesin pengukur koordinat dan pemeriksaan optik. Pemutus Percubaan kemudian dilakukan untuk memeriksa integriti menuangkan, keseragaman penyejukan, dan kelancaran demolding, dengan penyesuaian yang baik dibuat seperti yang diperlukan.
Adakah anda sudah bersedia Bekerjasama Dengan Jieda?
* E -mel anda selamat dengan kami, kami tidak spam.
Produk
Maklumat hubungan
nbjd011@126.com
+86-574-86115705
No. 58 Mold Road, Zon Perindustrian Teknologi Daqi, Daerah Beilun, Ningbo