Dapatkan sebut harga
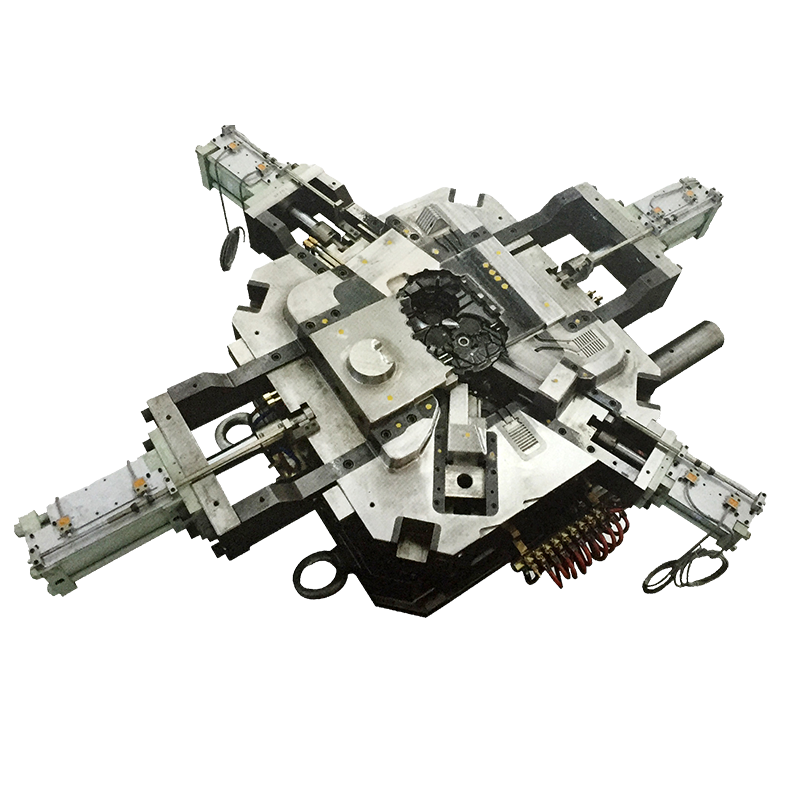
Pembuatan acuan acuan die casting adalah proses yang tepat dan kompleks. Ringkasnya, ia melibatkan penciptaan "acuan logam" yang boleh diisi berulang kali dengan logam cair untuk menghasilkan bahagian logam.
Sebelum memulakan kerja, penampilan acuan mesti ditakrifkan dengan jelas. Pereka bentuk akan merancang bahagian acuan acuan berdasarkan bentuk produk akhir.
Pemilihan garisan perpisahan: Menentukan tempat acuan akan "terbuka" untuk memudahkan bahagian tersebut dikeluarkan.
Reka bentuk sistem pelari: Mereka bentuk laluan untuk logam cair memasuki acuan, seperti membina jalan untuk logam cair, memastikan ia memenuhi setiap sudut dengan cepat dan sekata.
Sistem ejection: Mereka bentuk pin ejector untuk memastikan bahagian dikeluarkan dengan lancar selepas disejukkan.
Dalam keseluruhan proses reka bentuk, analisis aliran acuan adalah langkah penting. Ia seperti menjalankan "latihan maya" pada komputer sebelum pengeluaran sebenar bermula, untuk melihat bagaimana logam cair mengalir dalam acuan.
Analisis Aliran Acuan (Simulasi Komputer)
Sebelum memuktamadkan reka bentuk, juruteknik akan mengimport model 3D acuan tuangan ke dalam perisian analisis khusus untuk simulasi.
Mensimulasikan proses pengisian: Ini memerhati sama ada logam cair mengalir dengan lancar ke dalam acuan atau tersangkut di sudut tertentu, atau di mana pergolakan berlaku. Ini membantu kami mengenal pasti terlebih dahulu sama ada bahagian tersebut akan mengalami kecacatan seperti isian yang tidak lengkap atau lompang.
Meramalkan lokasi keliangan: Apabila logam cair mengalir, ia menolak udara keluar dari acuan. Melalui analisis, kami boleh meramalkan ke mana udara akan diperah, membolehkan kami membuat lubang dengan tepat di lokasi tersebut untuk mengelakkan buih kecil yang menjengkelkan di dalam bahagian tersebut.
Mengoptimumkan keseimbangan suhu: Ini menganalisis kawasan acuan mana yang menjadi sangat panas dan kawasan mana yang terlalu sejuk semasa operasi berterusan. Berdasarkan keputusan ini, kami boleh menyusun semula paip air penyejuk untuk memastikan pemanasan sekata bagi keseluruhan acuan tuangan die, mengelakkan pengecutan dan ubah bentuk bahagian selepas penyejukan.
Melalui langkah ini, kita boleh membetulkan masalah yang berpotensi sebelum membazirkan sebarang keluli atau logam cair, menyelamatkan kita daripada masalah pengubahsuaian acuan berulang kemudian.
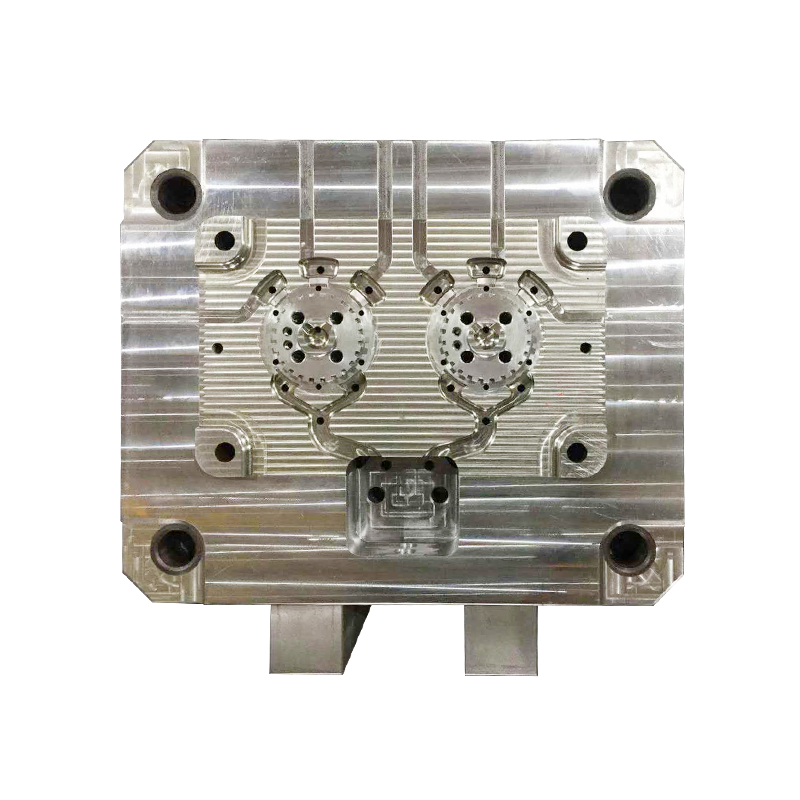
Oleh kerana acuan tuangan die perlu menahan logam cair suhu tinggi (seperti aloi aluminium dan aloi zink), keluli tahan haba dan tahan tekanan khas mesti digunakan.
Pemilihan bahan: Keluli acuan berkekuatan tinggi biasanya dipilih.
Pemesinan kasar: Menggunakan alat mesin besar untuk memotong jongkong keluli menjadi blok yang hampir dengan bentuk akhir, mengeluarkan kebanyakan bahan berlebihan dan meninggalkan elaun untuk pemesinan ketepatan berikutnya.
Keluli selepas pemesinan kasar masih belum cukup keras.
Melalui proses pemanasan suhu tinggi dan penyejukan pantas, struktur dalaman keluli diubah, menjadikannya sangat keras dan tahan haus, supaya ia tidak akan berubah bentuk semasa beribu-ribu kitaran tuangan die berikutnya.
Ini adalah langkah utama dalam menentukan ketepatan acuan.
Pengilangan ketepatan: Menggunakan alat mesin yang lebih tepat untuk memotong permukaan acuan dengan halus.
Pemesinan Nyahcas Elektrik (EDM): Untuk lubang dalam, sudut tegak atau corak kecil yang kompleks yang tidak dapat dicapai oleh alat pemotong, keluli diproses menjadi bentuk yang telah ditetapkan menggunakan nyahcas elektrod, seperti "etsa." Ini adalah kaedah yang sangat diperlukan untuk pembuatan bahagian yang kompleks.
Lebih licin dinding dalaman acuan, lebih baik kemasan permukaan bahagian yang terhasil.
Pekerja menggunakan alat pelelas atau penggilap untuk menggilap tanda alat yang ditinggalkan oleh pemesinan manual atau mekanikal sehingga permukaan acuan terang seperti cermin. Ini juga membantu bahagian menjadi lebih mudah dirobohkan semasa pengeluaran.
Pasang semua bahagian yang diproses, termasuk teras acuan, asas acuan, pin panduan, pin ejektor dan paip air penyejuk.
Pemeriksaan penutup acuan: Periksa sama ada bahagian acuan atas dan bawah sejajar dengan sempurna.
Ujian litar air: Pastikan paip air yang digunakan untuk penyejukan di dalam acuan tidak terhalang dan tiada kebocoran.
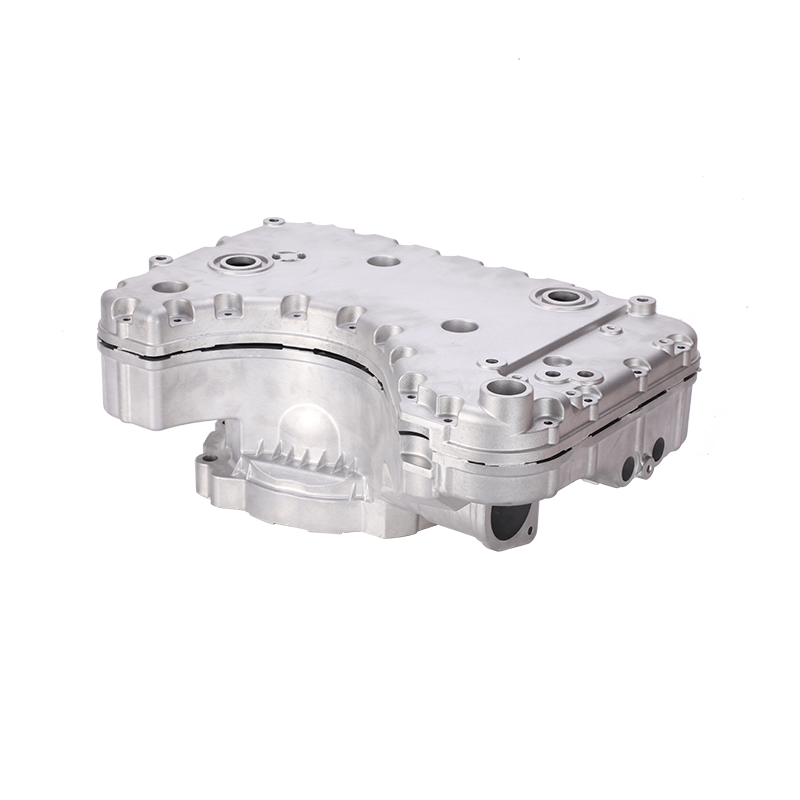
Melengkapkan acuan tidak bermakna tugas itu selesai; ia perlu diuji dengan sebenarnya menekan beberapa bahagian pada mesin.
Pemeriksaan sampel: Periksa bahagian untuk gelembung udara, pengisian tidak lengkap atau sisihan dimensi.
Penalaan halus: Berdasarkan sampel ujian, kembali ke acuan untuk pelarasan dan pengoptimuman akhir sehingga bahagian yang dihasilkan benar-benar layak.
Adakah anda sudah bersedia Bekerjasama Dengan Jieda?
* E -mel anda selamat dengan kami, kami tidak spam.
Produk
Maklumat hubungan
nbjd011@126.com
+86-574-86115705
No. 58 Mold Road, Zon Perindustrian Teknologi Daqi, Daerah Beilun, Ningbo